Obtenha uma cotação
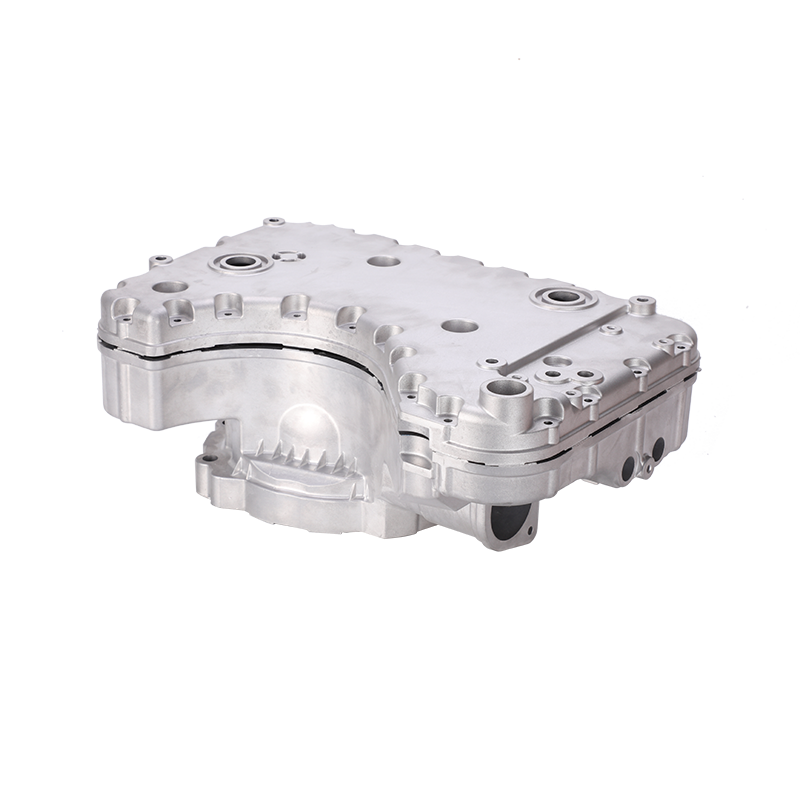
Fundição sob pressão da carcaça da caixa de engrenagens é um processo de fabricação de alta pressão que injeta liga de alumínio fundido em um molde de aço de precisão (matriz) para produzir gabinetes de transmissão complexos, leves e dimensionalmente precisos. Este processo permite a produção de geometrias complexas – incluindo aletas de resfriamento, ressaltos de montagem e estruturas de nervuras internas – que seriam difíceis ou de custo proibitivo de serem alcançadas por meio de usinagem ou outros métodos de fundição.
O processo normalmente emprega máquinas de fundição sob pressão de alta pressão (HPDC) em câmara fria com força de fixação de 500 a 4.000 toneladas, capazes de produzir carcaças de caixas de engrenagens com espessuras de parede tão finas quanto 0,8–1,5 mm, mantendo tolerâncias dimensionais rígidas de ± 0,01 mm após usinagem CNC. Os tempos de ciclo variam de 30 segundos a 3 minutos, dependendo do tamanho da peça, tornando-o ideal para produção automotiva de alto volume, onde os volumes anuais excedem 50.000 unidades.
Os componentes resultantes oferecem excelentes relações resistência/peso, com caixas de engrenagens típicas de alumínio fundido pesando 30 a 40% menos que peças fundidas de ferro equivalentes, ao mesmo tempo que fornecem rigidez suficiente para manter o alinhamento das engrenagens sob cargas operacionais de torque de 200 a 500 Nm.
As ligas de alumínio dominam as aplicações de carcaças de caixas de engrenagens, com A380, ADC12 e A360 representando as três principais opções de materiais, cada uma oferecendo características de desempenho distintas adequadas a requisitos operacionais específicos.
| Liga | Conteúdo de silício | Resistência à tração | Características principais | Aplicativos primários |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324MPa | Melhor liga multiuso; excelente moldabilidade e usinabilidade; boa relação resistência-custo | Carcaças automotivas em geral, caixas de transmissão, suportes estruturais |
| ADC12 | 9,6–12,0% | 310MPa | Fluidez superior; excelente para seções de paredes finas (0,6–1,2 mm); alta estabilidade dimensional | Carcaças eletrônicas complexas, componentes de transmissão de parede fina, peças altamente detalhadas |
| A360 | 9,0–10,0% | 317 MPa | Resistência superior à corrosão; melhor estanqueidade à pressão; melhor resistência a altas temperaturas | Aplicações marítimas, componentes de trem de força, caixas seladas que exigem integridade de pressão |
| A383 | 9,5–11,5% | 310MPa | A380 modificado com fluidez melhorada para peças com paredes muito finas | Intrincadas caixas de engrenagens de parede fina |
| A413 | 11,0–13,0% | 295MPa | Excelente estanqueidade à pressão e condutividade térmica | Componentes transportadores de fluidos, carcaças de trocadores de calor |
A garantia de qualidade para peças fundidas sob pressão de carcaças de caixas de engrenagens depende de uma abordagem de inspeção multicamadas que combina métodos de testes visuais, dimensionais e não destrutivos (NDT) para detectar defeitos superficiais e internos. Dado que as carcaças das caixas de engrenagens devem manter a integridade da pressão e a confiabilidade estrutural sob carregamento cíclico, os protocolos de inspeção normalmente alcançam taxas de detecção de defeitos superiores a 99,5% para recursos críticos de segurança.
A porosidade em carcaças de caixas de engrenagens de alumínio se manifesta principalmente como porosidade de gás (vazios esféricos de 5 a 50 μm causados por hidrogênio aprisionado) e porosidade de contração (vazios irregulares de 10 a 200 μm causados pela contração de solidificação), com prevenção eficaz exigindo uma abordagem em nível de sistema combinando preparação de fusão, controle de processo e tecnologias avançadas de fundição.
Embora as ligas de alumínio dominem a produção de caixas de engrenagens, as ligas de magnésio e zinco oferecem alternativas atraentes para aplicações específicas onde a redução de peso, a capacidade de amortecimento ou as considerações de custo têm precedência.
As fundições sob pressão de magnésio fornecem Densidade 33% menor que o alumínio (1,8 g/cm³ vs. 2,7 g/cm³), tornando-os atraentes para caixas de câmbio EV, onde cada quilograma afeta a autonomia. O AZ91D oferece excelente moldabilidade e resistência à corrosão, enquanto o AM60B oferece ductilidade e resistência ao impacto superiores para aplicações críticas em caso de colisão.
As ligas de zinco oferecem fluidez excepcional, permitindo espessuras de parede de até 0,4 mm e geometrias complexas com ângulos de inclinação mínimos. Zamak 3 fornece resistência à tração de 280 MPa com ductilidade superior (alongamento de 10%) em comparação com peças fundidas de alumínio.
| Materiais | Densidade (g/cm³) | Resistência à tração (MPa) | Temperatura máxima (°C) | Custo relativo |
|---|---|---|---|---|
| Alumínio A380 | 2.7 | 324 | 200 | 1,0× (linha de base) |
| Magnésio AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zinco Zamac 5 | 6.6 | 331 | 120 | 0,8× |
A fundição sob pressão de alumínio padrão atinge espessuras de parede de 0,8–1,5 mm para áreas gerais e 2,0–4,0 mm para saliências de montagem estrutural. Com liga ADC12 e gating otimizado, são possíveis seções tão finas quanto 0,6 mm para recursos não estruturais.
As peças fundidas convencionais de alta pressão não podem ser tratadas termicamente T6 devido à porosidade interna, causando bolhas. No entanto, peças fundidas a vácuo com níveis de porosidade <0,3% podem ser submetidas com sucesso ao tratamento T6 , alcançando resistências à tração de até 380 MPa.
A fundição sob pressão torna-se competitiva em termos de custo em volumes anuais superiores a 5.000–10.000 unidades , com máxima eficiência econômica em 50.000 unidades. Abaixo deste limite, a fundição em areia ou a usinagem CNC podem ser mais econômicas, apesar dos custos unitários mais elevados.
Os sistemas de vácuo acrescentam 15 a 25% aos custos de ferramentas e 10 a 15% ao tempo de ciclo, mas reduzem as taxas de refugo de 8 a 12% para 2 a 4%, ao mesmo tempo que permitem tratamento térmico e soldagem. Para componentes estruturais automotivos, o impacto total no custo é normalmente neutro ou positivo quando são consideradas melhorias de qualidade.
As superfícies fundidas padrão atingem Ra 3,2–6,3 μm. As opções de acabamento secundário incluem jateamento (Ra 1,6–3,2 μm), anodização (revestimento decorativo Tipo II ou revestimento duro Tipo III), revestimento em pó, revestimento eletrônico e revestimento de conversão de cromato para proteção contra corrosão.
O teste de queda de pressão aplica pressão de ar de 0,3 a 0,6 MPa em cavidades seladas, monitorando queda de pressão <5% durante 30 segundos. O teste de vazamento de hélio (sensibilidade de 10⁻⁶ mbar·l/s) é usado para requisitos extremos, como gabinetes de bateria EV ou caixas de transmissão herméticas.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo