Obtenha uma cotação
Fundição sob pressão de peças de veículos de nova energia A tecnologia está passeo por uma mudança fundamental da tradicional fundição sob pressão de alta pressão para fundição sob pressão integrada em ultra grande escala . A partir de 2025, o mercado global de fundição sob pressão automotiva atingiu aproximadamente 55 a 86,5 mil milhões de dólares , e está projetado para exceder 90 a 144 mil milhões de dólares até 2034, com uma taxa composta de crescimento anual mantida entre 5,5% e 7,5% . As ligas de alumínio representam aproximadamente 70% de participação de material, enquanto os processos de fundição sob pressão de alta pressão mantêm cerca de 60% de compartilhamento de processos. No setor de veículos de nova energia, carcaças de baterias, carcaças de motores, carcaças de caixas de controle e peças estruturais da carroceria tornaram-se os quatro principais cenários de aplicação para a tecnologia de fundição sob pressão. Notavelmente, um piso traseiro fundido integrado pode consolidar 72 peças individuais em um único componente , reduzindo significativamente o peso corporal e aumentando a rigidez estrutural.
A dependência dos novos veículos energéticos da tecnologia de fundição sob pressão decorre de seus requisitos exclusivos de engenharia. Em comparação com os veículos tradicionais com motor de combustão interna, os veículos elétricos enfrentam exigências de redução de peso mais rigorosas devido ao peso substancial das baterias. Cada 10% a redução do peso corporal pode melhorar a autonomia do veículo elétrico, 6% a 8% . A tecnologia de fundição sob pressão permite a formação única de formas geométricas complexas, mantendo a resistência estrutural – uma vantagem que os processos de estampagem e soldagem lutam para igualar.
O sistema de bateria é o componente mais pesado em um veículo de nova energia, normalmente responsável por 20% a 30% do peso total do veículo. Para compensar o impacto adverso do peso da bateria na autonomia, os fabricantes devem maximizar a redução de peso nas estruturas da carroceria, chassis e componentes do gabinete. As peças fundidas em alumínio têm apenas uma densidade um terço o do aço, combinado com excelente condutividade térmica e propriedades de blindagem eletromagnética, tornando-os o material preferido para carcaças de baterias e carcaças de motores. Um piso traseiro fundido integrado pode reduzir o peso estrutural da seção traseira em mais de 10% , ao mesmo tempo que reduz o número de peças de dezenas para uma, simplificando substancialmente as cadeias de fornecimento e os processos de montagem.
Os sistemas de baterias em veículos de novas energias são extremamente sensíveis ao gerenciamento térmico. As ligas de alumínio fundido exibem coeficientes de condutividade térmica de aproximadamente 96 a 200 W/(m·K) , significativamente maior do que o aço comum, permitindo uma dissipação eficaz do calor das baterias e evitando fugas térmicas. Além disso, a alta precisão dimensional e a densidade das peças fundidas fornecem proteção de vedação confiável para baterias, atendendo às classificações IP67 ou superiores à prova d'água e à prova de poeira. Em termos de segurança contra colisões, os componentes estruturais fundidos integrados reduzem as áreas de concentração de tensão, eliminando pontos de solda, melhorando assim a resistência geral ao impacto estrutural.

Nos veículos de nova energia, as aplicações da tecnologia de fundição sob pressão cobrem agora áreas-chave que vão desde os "três sistemas elétricos" (bateria, motor, controlador) até estruturas de carroceria. De acordo com a análise da indústria, as aplicações de carrocerias e chassis representam aproximadamente 40% do mercado de fundição sob pressão, enquanto os componentes específicos para novas energias estão crescendo muito mais rápido do que as peças tradicionais do trem de força.
As carcaças das baterias representam uma das aplicações mais emblemáticas da tecnologia de fundição sob pressão em veículos de novas energias. As soluções convencionais atuais empregam processos de fundição sob pressão de alta ou baixa pressão para produzir carcaças inferiores de baterias de alumínio com dimensões superiores a 2180×1500×110 milímetros . Essas peças fundidas grandes devem possuir as seguintes características:
Vários fabricantes avançados começaram a explorar a tecnologia integrada de bandejas de bateria fundidas, substituindo estruturas complexas originalmente soldadas a partir de perfis extrudados por peças fundidas monolíticas, reduzindo ainda mais a contagem de soldas e melhorando a integridade estrutural.
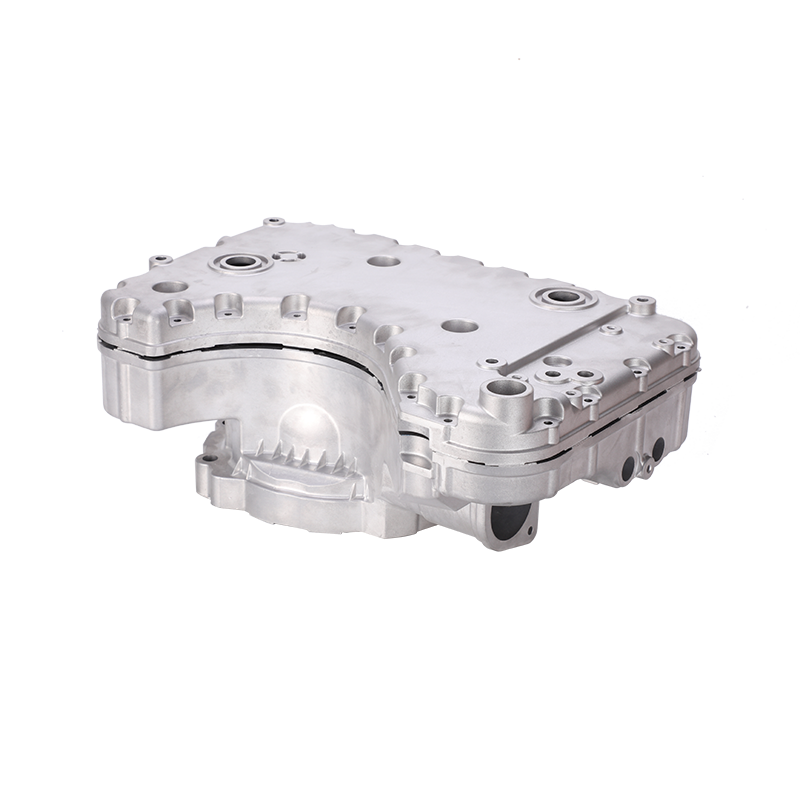
As carcaças do motor de acionamento e os gabinetes de controle eletrônico representam outra aplicação central da tecnologia de fundição sob pressão em novos motores de veículos de energia. As carcaças do motor são normalmente produzidas por fundição sob pressão de alumínio, pesando entre 8 e 15kg , e deve incorporar simultaneamente estruturas complexas de cavidades internas para resfriamento de camisas de água e assentos de rolamentos. O processo de fundição sob pressão permite a formação única de caixas multifuncionais contendo camisas de água de resfriamento, flanges de montagem e sedes de caixas de junção. Em comparação com os processos combinados de usinagem e soldagem, a eficiência da produção melhora em 3 a 5 vezes , com as taxas de utilização de materiais aumentando para mais de 85% .
A tecnologia integrada de fundição sob pressão está remodelando os métodos de fabricação de carrocerias. As aplicações já validadas na produção em massa incluem:
A fundição sob pressão integrada (Gigacasting) representa a inovação de processo mais disruptiva na fabricação automotiva nos últimos anos. Esta tecnologia utiliza máquinas de fundição sob pressão ultragrandes com forças de fixação superiores a 6.000 toneladas e até alcançando 9.000 toneladas , transformando módulos de carroceria que originalmente exigiam centenas de peças e dezenas de operações de soldagem em estruturas monolíticas moldadas por injeção de ação única.
O núcleo da fundição sob pressão integrada reside na injeção de liga de alumínio fundido em alta velocidade e alta pressão em moldes de aço usinados com precisão, completando o enchimento e a solidificação em prazos extremamente curtos. Os principais parâmetros das máquinas de fundição sob pressão ultragrandes incluem:
| Categoria de parâmetro | Fundição sob pressão tradicional de alta pressão | Fundição sob pressão ultragrande integrada |
|---|---|---|
| Força de fixação | 500–2.500 toneladas | 6.000–16.000 toneladas |
| Volume de disparo único | 5–20kg | 80–150kg |
| Contagem de consolidação de peças | 1–5 partes | 30–72 peças |
| Redução do Ponto de Solda | 10–50 pontos | 500–1.600 pontos |
| Tempo do ciclo de produção | 60–120 segundos/parte | 80–180 segundos/parte |
A fundição sob pressão integrada não apenas altera o método de formação das peças, mas também reestrutura a lógica da cadeia de suprimentos da fabricação de veículos. A fabricação tradicional do piso traseiro envolve dezenas de fornecedores, centenas de peças estampadas e longas linhas de montagem de soldagem. Com a fundição sob pressão integrada, o número de peças cai drasticamente, os níveis de fornecedores são simplificados e as horas-homem de fabricação são reduzidas em aproximadamente 30% a 40% . Simultaneamente, devido à redução dos processos de soldagem e aplicação de adesivos, o espaço de produção pode ser reduzido em mais de 25% , permitindo layouts de fábrica mais compactos e eficientes.
O desempenho dos materiais de fundição sob pressão determina diretamente a segurança e a durabilidade dos novos componentes dos veículos energéticos. A indústria está atualmente evoluindo dos sistemas tradicionais de ligas de Al-Si para novos sistemas de ligas com maior resistência e melhor ductilidade.
As fundições sob pressão tradicionais requerem tratamento térmico prolongado (processos T6 ou T7) para atingir as propriedades mecânicas exigidas, mas isso causa distorção severa em peças grandes de paredes finas. As ligas de alumínio sem tratamento térmico alcançam excelentes combinações de desempenho como fundido de 270 a 320MPa resistência à tração e 8% a 12% alongamento otimizando as proporções de silício, magnésio, manganês e titânio. Tais materiais são particularmente críticos para peças fundidas integradas que excedem 1,5 metros em dimensão, evitando desvios dimensionais e riscos de fissuração em posteriores operações de endireitamento.
No contexto global de neutralidade carbónica, a proporção de alumínio reciclado utilizado na indústria de fundição sob pressão está a aumentar rapidamente. O consumo de energia na produção de alumínio reciclado é de apenas cerca de 5% a do alumínio primário, com emissões de carbono reduzidas em mais de 95% . Atualmente, vários fabricantes de automóveis exigem que os fornecedores utilizem mais 50% matérias-primas de alumínio reciclado em componentes críticos, como caixas de baterias. O próprio processo de fundição sob pressão possui um valor de reciclagem de material extremamente alto - sprues, canais e peças sucateadas podem ser fundidos diretamente, com taxas abrangentes de utilização de material que chegam a mais de 90% , altamente alinhado com as metas de baixa carbonização do ciclo de vida completo dos novos veículos energéticos.
Por ser um material mais leve que as ligas de alumínio (densidade apenas dois terços a do alumínio), as ligas de magnésio estão demonstrando potencial de aplicação em componentes específicos. Em aplicações de carcaças de motores, as peças de liga de magnésio podem atingir aproximadamente 33% redução de peso em comparação com equivalentes de alumínio. Os atuais componentes de fundição sob pressão de liga de magnésio em validação incluem carcaças de acionamento elétrico, esqueletos de assentos e painéis internos de portas. Com os avanços nas tecnologias de revestimento resistente à corrosão e nos processos de fundição sob pressão a vácuo, espera-se que a proporção de aplicação de ligas de magnésio em novos veículos energéticos aumente gradualmente em relação ao atual 1% a 2% .
Apesar das vantagens significativas da tecnologia integrada de fundição sob pressão, o seu processo de industrialização ainda enfrenta múltiplos desafios, incluindo investimento em equipamentos, controle de processos e custos de reparo.
Uma única máquina de fundição sob pressão integrada ultragrande normalmente requer investimento no milhões de dólares alcance. Combinado com moldes e equipamentos de automação periférica, o investimento inicial para uma única linha de produção pode chegar a 2 a 3 vezes o das linhas tradicionais de estampagem e soldagem. Além disso, os grandes ciclos de fabricação de moldes estendem-se a 6 a 10 meses , e a vida útil do molde é afetada por ciclos de alta temperatura e alta pressão, normalmente exigindo uma grande revisão ou substituição após 80.000 a 100.000 tiros. Para amortizar os custos fixos, os fabricantes devem garantir que a capacidade anual da linha de produção atinja escalas acima 100.000 unidades .
As peças fundidas sob pressão de grandes paredes finas são altamente suscetíveis à porosidade interna causada pela entrada de ar e encolhimento durante a conformação, afetando o desempenho à fadiga e a segurança dos componentes estruturais. As soluções atuais da indústria incluem:
Uma vez danificados em uma colisão, os componentes estruturais integrados fundidos normalmente não podem ser reparados ou substituídos localmente como as peças de chapa metálica tradicionais, exigindo, em vez disso, a substituição de todo o grande conjunto. Isto coloca novos desafios para os sistemas de reparação pós-venda e para os preços dos seguros. A indústria está explorando dois caminhos de solução: primeiro, otimizar projetos estruturais com zonas de absorção de energia de colisão para garantir que as peças fundidas sofram apenas deformações controladas em acidentes; segundo, desenvolver tecnologias locais de corte e rejuntamento para permitir reparos em locais específicos, em vez da substituição completa da montagem.
Do ponto de vista da distribuição regional, a região Ásia-Pacífico, alavancando toda a sua cadeia da indústria automóvel e o mercado de veículos de energia nova em rápida expansão, é responsável por aproximadamente 45% a 46% do mercado global de fundição sob pressão automotiva, sendo a China o mercado de mais rápido crescimento em um único país. Os mercados norte-americano e europeu beneficiam da transformação da eletrificação e das políticas de relocalização da produção local, detendo respetivamente aproximadamente 25% and 20% participações de mercado.
Nos próximos cinco anos, as aplicações integradas da tecnologia de fundição sob pressão se estenderão dos atuais pisos traseiros e compartimentos frontais para áreas adicionais:
De acordo com as previsões da indústria, até 2030, o valor da produção apenas de componentes exclusivos para veículos elétricos (excluindo os sistemas de transmissão tradicionais) no mercado global de peças automotivas fundidas atingirá 5 a 9 mil milhões de dólares , tornando-se o principal motor que impulsiona o crescimento da indústria. Com a proliferação de máquinas de fundição sob pressão acima de 8.000 toneladas e o amadurecimento de materiais livres de tratamento térmico, a abordagem de fabricação de veículos de nova energia continuará a evoluir em direção a direções mais leves, mais fortes e mais simples.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo