Obtenha uma cotação
Fundição sob pressão de peças automotivas representa a principal aplicação da tecnologia de fundição de alta pressão de liga de alumínio na fabricação automotiva. Através de moldes de precisão, o alumínio fundido é rapidamente preenchido e formado sob alta pressão para produzir carcaças e componentes estruturais complexos, dimensionalmente precisos e de superfície lisa em uma única operação. Em comparação com os conjuntos soldados de aço tradicionais, as peças fundidas de alumínio alcançam reduções de peso de 40% a 60%, estabelecendo-se como o processo de fabricação dominante para componentes críticos, incluindo blocos de motor, caixas de caixa de câmbio, dissipadores de calor de iluminação pública de LED, carcaças de motores de automóveis de nova energia e corpos de válvulas. Como fabricante de fundição sob pressão com certificação IATF16949, a Ningbo Jieda Molding & Machine Co., Ltd opera uma série de máquinas automáticas de fundição sob pressão Lijin que variam de 1600T a 200T, juntamente com mais de 80 conjuntos de equipamentos de usinagem CNC de precisão, implementando gerenciamento de circuito fechado desde o projeto do molde até a entrega do produto acabado.
A tecnologia de fundição sob pressão de alumínio domina a indústria automotiva devido às suas vantagens integradas em termos de desempenho do material, eficiência de formação e controle de custos. A densidade da liga de alumínio é de apenas 2,7 g/cm³, menos de um terço da do aço, permitindo um peso significativo em peças estruturais de paredes finas, como carcaças de caixas de engrenagens e tampas de extremidades de motores. A fundição de alta pressão atinge velocidades de enchimento de 30 a 60 m/s, com ciclos de produção de peça única normalmente variando de 30 a 90 segundos, tornando-a ideal para fabricação automatizada de alto volume. As peças fundidas oferecem precisão dimensional de CT6 a CT8 e rugosidade superficial de Ra3,2 a 6,3, exigindo tolerância mínima de usinagem e produzindo altas taxas de utilização de material.
| Fator de comparação | Fundição sob pressão de alumínio | Fundição em Areia Tradicional | Estampagem e soldagem de aço |
| Peso de peça única | Reduzido em 40% a 60% | Semelhante | Linha de base |
| Espessura Mínima da Parede | Alcançável em 2,0 mm | Normalmente acima de 4mm | Limitado por restrições de estampagem |
| Precisão Dimensional | CT6 a CT8 | CT10 a CT12 | Dependente do controle de deformação da soldagem |
| Tempo do ciclo de produção | 30 a 90 segundos por parte | Várias horas por molde | Acumulação de múltiplos processos |
| Rugosidade Superficial | Ra3,2 a 6,3 | Ra12,5 a 25 | Ra6,3 a 12,5 |
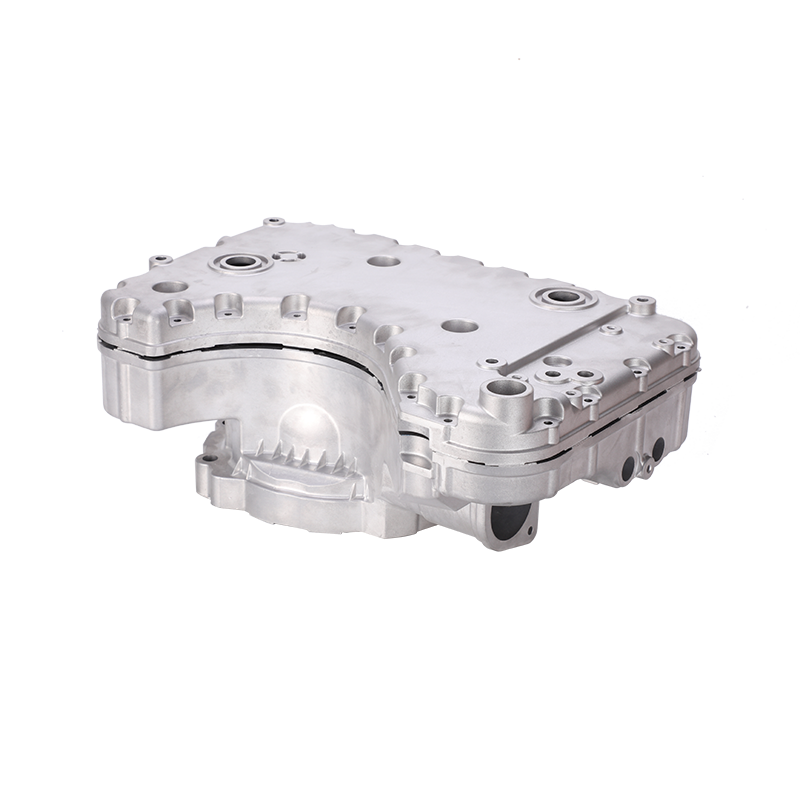
Os dados da tabela demonstram que a fundição sob pressão de alumínio apresenta vantagens insubstituíveis em paredes finas, alta precisão e formação rápida. Tomando como exemplo as carcaças de motores de automóveis de nova energia, a fundição sob pressão de alumínio permite o controle da espessura da parede em 2,5 mm, reduzindo o peso total em aproximadamente 45% em comparação com soluções de ferro fundido. O processo integrado de fundição sob pressão elimina os riscos de vedação associados à soldagem, enquanto canais de água de resfriamento podem ser formados diretamente dentro do molde, aumentando a eficiência da dissipação térmica do motor.
As aplicações de fundição sob pressão de peças automotivas agora cobrem quatro setores principais: sistemas de trem de força, sistemas de transmissão, sistemas de chassi e estruturas de carroceria. Nos sistemas de motor, os pistões fundidos em alumínio, as tampas do cabeçote e os coletores de admissão reduzem efetivamente a massa alternativa e melhoram a economia de combustível. Em aplicações de transmissão, as carcaças da caixa de engrenagens construídas em alumínio fundido não apenas reduzem o peso do conjunto, mas também aproveitam a condutividade térmica superior para facilitar o resfriamento do óleo da engrenagem e prolongar os intervalos de substituição do lubrificante.
O rápido desenvolvimento de novos veículos energéticos abriu novas oportunidades de crescimento para a tecnologia de fundição sob pressão. As carcaças do motor, as placas finais da bateria e os gabinetes do controlador adotam predominantemente soluções de fundição sob pressão de alumínio. As carcaças dos motores, por exemplo, exigem canais de água de resfriamento integrados e suportes de montagem internamente, apresentando estruturas complexas com altas demandas de vedação. A fundição sob pressão permite a formação única de perfis de canais de água, reduzindo as operações de usinagem e os riscos de vazamento. Além disso, aplicações intersetoriais, como dissipadores de calor para iluminação pública de LED e corpos de válvulas pneumáticas, baseiam-se na experiência madura em fundição sob pressão automotiva, utilizando o alto coeficiente de condutividade térmica do alumínio para uma dissipação de calor eficiente.
| Sistema de aplicação | Peças fundidas sob pressão típicas | Grau de material | Requisitos Básicos de Desempenho |
| Sistema do motor | Pistões, tampas de cabeçote, cárteres de óleo | A380, ADC12 | Resistência a altas temperaturas, resistência ao desgaste |
| Sistema de Transmissão | Carcaça da caixa de câmbio, carcaça da embreagem | A380, AlSi10MnMg | Rigidez, Vedação, Condutividade Térmica |
| Novo trem de força energético | Carcaça do motor, placas finais da bateria | AlSi10MnMg, A365 | Condutividade térmica, blindagem EMI, estanqueidade |
| Sistema de chassi | Juntas de direção, suportes de braço de controle | A356, AlSi7Mg | Resistência à fadiga, resistência ao impacto |
| Estrutura Corporal | Articulações do pilar A, torres de choque | AlSi10MnMg | Absorção de energia de colisão, confiabilidade de conexão |
Notavelmente, os avanços na tecnologia integrada de fundição sob pressão permitiram que os conjuntos do piso traseiro do Tesla Model Y e componentes estruturais ultragrandes semelhantes fossem formados em uma única operação de fundição. Essa abordagem consolida mais de 70 peças individuais estampadas e soldadas em uma única peça fundida, simplificando significativamente as cadeias de fornecimento e os processos de montagem. Esta tendência indica que a tecnologia de fundição sob pressão está evoluindo da fabricação de componentes únicos para peças estruturais integradas em grande escala.
A fundição sob pressão de peças automotivas de alta qualidade depende da coordenação sistemática entre o projeto do molde, os parâmetros de fundição e as operações de pós-processamento. Durante a fase de projeto do molde, o posicionamento da porta, os canais de ventilação e o layout do circuito de resfriamento determinam diretamente a integridade do enchimento e as taxas de porosidade interna. Plataformas integradas de projeto CAD/CAE/CAM permitem a simulação virtual do fluxo de alumínio, contração de solidificação e distribuição de tensão térmica, permitindo a identificação precoce de riscos de defeitos, incluindo aprisionamento de gás, fechamentos a frio e rachaduras a quente.
O controle preciso dos parâmetros de fundição sob pressão é igualmente crítico. Para máquinas de fundição sob pressão automáticas da classe de 1.600 toneladas, as janelas de processo típicas incluem: temperatura do alumínio fundido de 680 a 720°C, temperatura do molde de 180 a 240°C, pressão de injeção de 60 a 100MPa, com posições de comutação de alta velocidade definidas com precisão de acordo com a espessura da parede da peça. A temperatura excessiva do alumínio aumenta a inclusão de óxido e as tendências de soldagem da matriz, enquanto a temperatura insuficiente do molde leva a fechamentos a frio e marcas de fluxo superficial. Consequentemente, o controle coordenado entre as unidades de temperatura do molde e as máquinas de fundição sob pressão constitui a base para a consistência do lote.
As operações de pós-processamento abrangem remoção de gate, tratamento térmico, usinagem de precisão e acabamento superficial. O tratamento térmico T6 aumenta significativamente a resistência à tração do material A356 de aproximadamente 180MPa na condição fundida para mais de 310MPa. Para componentes críticos para vedação, como carcaças de caixas de engrenagens e corpos de válvulas, o teste de vazamento 100% é obrigatório, com detectores de vazamento por espectrometria de massa de hélio capazes de identificar microvazamentos em níveis de 1×10⁻⁵Pa·m³/s.
Embora as ligas de alumínio dominem os grandes componentes estruturais automotivos, a fundição sob pressão de zinco mantém um valor único em pequenas peças de precisão. O ponto de fusão da liga de zinco é de aproximadamente 420°C, substancialmente inferior ao das ligas de alumínio, resultando em carga térmica reduzida nos moldes e maior vida útil da matriz, atingindo 500.000 a 1.000.000 ciclos, em comparação com 100.000 a 200.000 ciclos antes da grande revisão para moldes de fundição sob pressão de alumínio. As peças fundidas de zinco alcançam maior precisão dimensional nos níveis CT4 a CT5, com superfícies adequadas para cromagem decorativa direta, comumente aplicadas em mecanismos de fechadura de portas automotivas, emblemas decorativos e conectores de precisão em aplicações de pequenos lotes e de alto valor agregado.
No entanto, a densidade da liga de zinco de 6,7g/cm³ é aproximadamente 2,5 vezes maior que a do alumínio, limitando sua aplicação em estruturas primárias automotivas leves. Portanto, os fabricantes de fundição sob pressão normalmente tomam decisões de seleção de materiais entre alumínio e zinco com base nas dimensões das peças, metas de peso e requisitos funcionais: carcaças grandes e componentes estruturais priorizam ligas de alumínio, enquanto pequenos componentes de transmissão de precisão e peças decorativas podem considerar soluções de moldes de fundição sob pressão de zinco.
Ao selecionar fornecedores de fundição sob pressão de peças automotivas, recomenda-se a avaliação em três dimensões: sistemas de qualidade, capacidades de equipamentos e equipes técnicas. Em primeiro lugar, a certificação IATF16949 serve como ponto de entrada para as cadeias de abastecimento do setor automóvel, exigindo que os fornecedores implementem a gestão de riscos nos processos de desenvolvimento de design, produção e serviços. Em segundo lugar, a tonelagem da força de fixação da máquina de fundição sob pressão determina a área máxima projetada das peças produzíveis; Equipamentos da classe de 1.600 toneladas cobrem a maioria das caixas de engrenagens e carcaças de motores, enquanto componentes estruturais integrados ultragrandes exigem máquinas acima de 6.000 toneladas.
A capacidade interna de projeto de moldes representa outro indicador fundamental. Os fabricantes equipados com mais de 80 centros de usinagem CNC, máquinas EDM e equipamentos de corte de fio podem concluir o processo completo de projeto de molde, usinagem, montagem e produção experimental no local, encurtando os ciclos de desenvolvimento de novos produtos. Além disso, configurações de laboratório com espectrômetros, sistemas de inspeção por raios X e máquinas de medição por coordenadas garantem rastreabilidade completa dos dados, desde o recebimento da matéria-prima até o envio do produto acabado.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo