Obtenha uma cotação
Fundição sob pressão de zinco é um processo de fabricação de alta pressão onde a liga de zinco fundido é injetada em matrizes de aço endurecido para produzir componentes metálicos complexos e de precisão com resistência e acabamento superficial superiores. O processo opera em temperaturas relativamente baixas (380–420°C) em comparação com o alumínio, permitindo ciclos de produção mais rápidos e maior vida útil do molde.
A fundição sob pressão de zinco é ideal para a produção em alto volume de peças não ferrosas com tolerâncias restritas, enquanto a fundição por cera perdida se destaca na produção de geometrias complexas em ligas de alta temperatura, como aço inoxidável.
| Característica | Fundição sob pressão de zinco | Fundição de investimento |
|---|---|---|
| Material do molde | Aço Endurecido (Reutilizável) | Cerâmica (uso único) |
| Faixa de materiais | Não ferrosos (Zinco, Alumínio) | Ferrosos e Não Ferrosos (Aço, Superligas) |
| Tolerância (até 25 mm) | ±0,050 mm | ±0,250 mm |
| Taxa de produção | 3-45 fotos/minuto | Horas por peça |
| Vida útil da ferramenta | 150.000–1.000.000 fotos | 1 dose por molde |
| Melhor volume | Alto volume (10.000) | Volume baixo a médio |
| Acabamento de superfície | Suave (Ra ≤ 1,0 μm) | Excelente |
A fundição sob pressão atinge tempos de ciclo de até 45 disparos por minuto com máquinas multi-slides, enquanto a fundição de precisão requer etapas intensivas em mão-de-obra, incluindo a criação de padrões de cera e a construção de revestimentos cerâmicos. Para componentes de zinco de alto volume, a fundição sob pressão oferece eficiência de custos superior, apesar dos custos iniciais mais elevados de ferramentas, de US$ 15.000 a US$ 60.000.
As ligas de zinco proporcionam resistência superior ao impacto, melhor adesão do revestimento, tolerâncias mais rígidas e maior vida útil do molde em comparação com o alumínio, tornando-as a escolha preferida para componentes de precisão pequena e média abaixo de 500g.
No entanto, o alumínio continua sendo preferido para aplicações sensíveis ao peso (densidade 2,7 g/cm³ versus 6,6 g/cm³ do zinco) e ambientes de alta temperatura superiores a 150°C, onde as propriedades mecânicas do zinco se degradam.
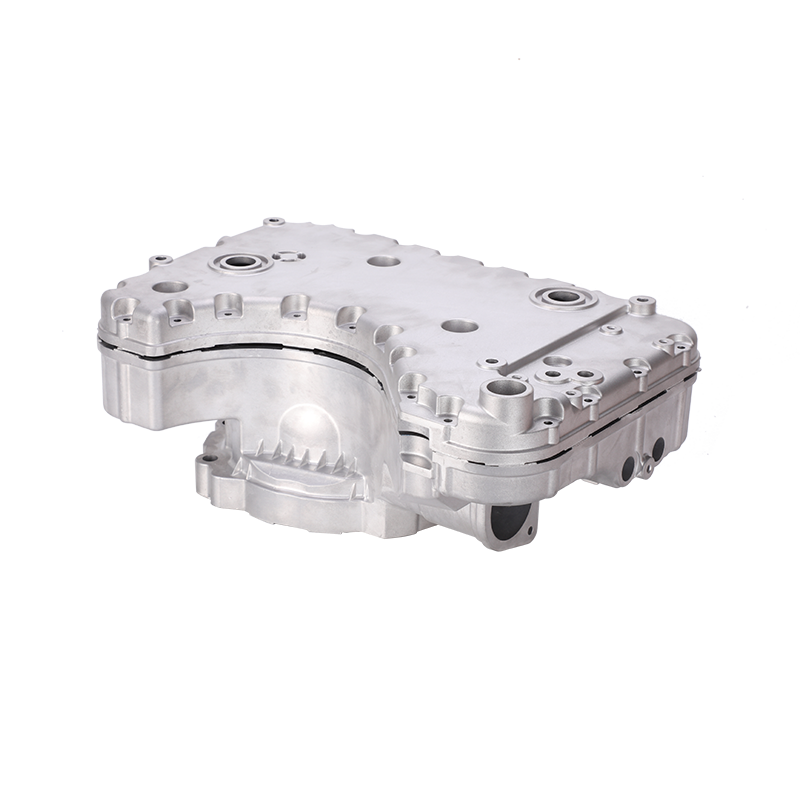
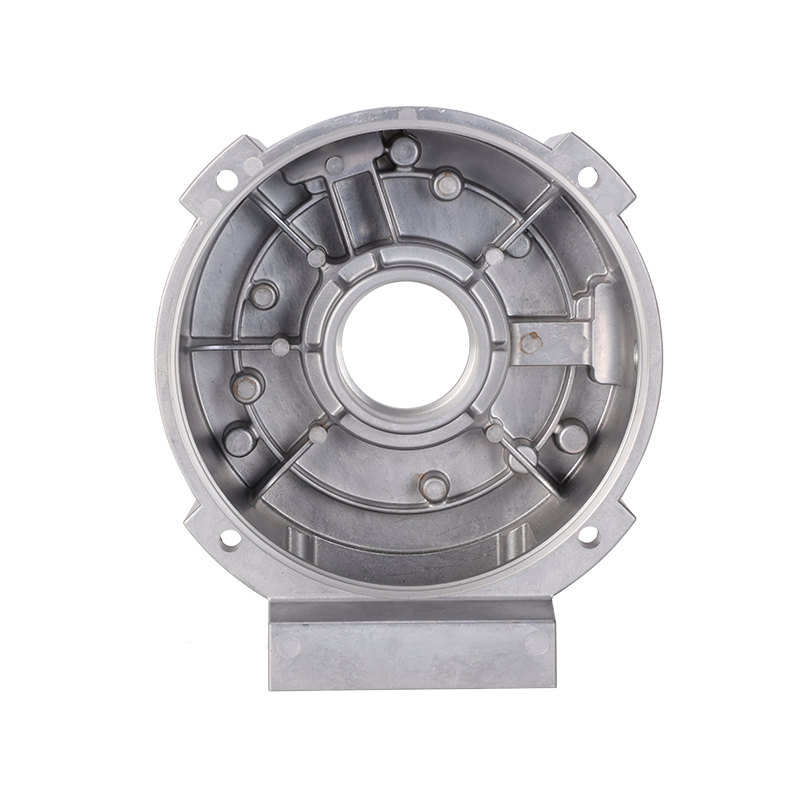
As peças fundidas de zinco são usadas predominantemente em interiores automotivos, caixas eletrônicas, componentes de hardware e bens de consumo onde precisão, durabilidade e economia são essenciais.
As peças fundidas de zinco apresentam excelentes relações resistência-peso com resistências à tração variando de 280 MPa a 390 MPa, dependendo da composição da liga, combinadas com resistência ao impacto e dureza superiores em comparação com suas contrapartes de alumínio.
| Propriedade | Zamac 3 | Zamak 5 | ZA-8 |
|---|---|---|---|
| Densidade | 6,6g/cm³ | 6,6g/cm³ | 6,3g/cm³ |
| Resistência à tração | ~280MPa | ~330MPa | ~390MPa |
| Força de rendimento | ~210MPa | ~260MPa | ~320MPa |
| Alongamento | ~10% | ~7% | ~3% |
| Dureza (HB) | 82 | 91 | 120 |
| Min. Espessura da parede | 0,6–3,0 mm | 0,6–3,0 mm | 1,0–4,0mm |
| Vida útil da ferramenta | 500 mil a 1 milhão de fotos | Semelhante | Um pouco mais baixo |
Zamak 3 oferece o melhor equilíbrio entre resistência e ductilidade com alongamento de 10%, tornando-o a liga mais utilizada. O Zamak 5 oferece resistência à tração 18% maior (330 MPa) para aplicações estruturais mais exigentes. As ligas ZA com maior teor de alumínio proporcionam dureza superior (120 HB) e resistência ao desgaste para componentes pesados.
A rápida solidificação durante a fundição cria uma estrutura de grão metalúrgico fino que torna as peças fundidas de zinco mais forte que alumínio 356-T6 fundido em areia, bronze SAE 40 e ferro fundido classe 30 .
A fundição sob pressão de zinco torna-se economicamente viável em 10.000 peças por pedido , onde custos de ferramentas de US$ 15.000 a US$ 60.000 podem ser amortizados durante a produção. Para volumes abaixo de 5.000 unidades, a usinagem CNC ou fundição de precisão pode ser mais econômica.
Não. Ligas de zinco não são recomendadas para serviço contínuo acima 95–120°C (dependendo da liga), com máximos absolutos em torno de 150°C. Acima destas temperaturas, as propriedades mecânicas degradam-se significativamente devido à fluência. Para aplicações de alta temperatura, o alumínio ou o aço fundido são preferidos.
Sim. As ligas de zinco são 100% reciclável sem degradação da qualidade. Os resíduos de produção, os rotores e o material excedente podem ser fundidos novamente e reutilizados imediatamente, apoiando os princípios da economia circular e reduzindo o desperdício de material em comparação com os processos de usinagem.
As peças fundidas sob pressão de zinco aceitam uma ampla gama de acabamentos, incluindo galvanoplastia (cromo, níquel, zinco), revestimento em pó, pintura, polimento e jato de areia . A superfície lisa fundida (Ra ≤ 1,0 μm) fornece uma excelente base para revestimentos decorativos.
O zinco tem maior densidade (6,6 g/cm³) em comparação ao alumínio (2,7 g/cm³), tornando as peças de zinco aproximadamente 2,4 vezes mais pesado do que componentes de alumínio equivalentes. Isso torna o alumínio preferível para aplicações de peso crítico, enquanto o zinco é preferido para pequenas peças de precisão onde a resistência e a moldabilidade são mais importantes do que o peso.
A fundição sob pressão de zinco padrão atinge tolerâncias lineares de ±0,050mm para dimensões até 25mm , ±0,075 mm até 50 mm e ±0,100 mm até 75 mm – significativamente mais apertado do que ±0,250 mm da fundição de precisão para a mesma faixa. A fundição sob pressão com vários deslizamentos pode manter tolerâncias ainda mais restritas.
A fundição sob pressão em câmara quente é dominante para o zinco porque o êmbolo de injeção permanece submerso no metal fundido, permitindo tempos de ciclo de 12–20 segundos e taxas de produção de até 4–5 fotos por minuto. Isso é possível devido ao baixo ponto de fusão do zinco (380–420°C) e à baixa corrosividade, o que evita danos aos componentes da máquina.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo