Obtenha uma cotação
1. Preparação e montagem do molde
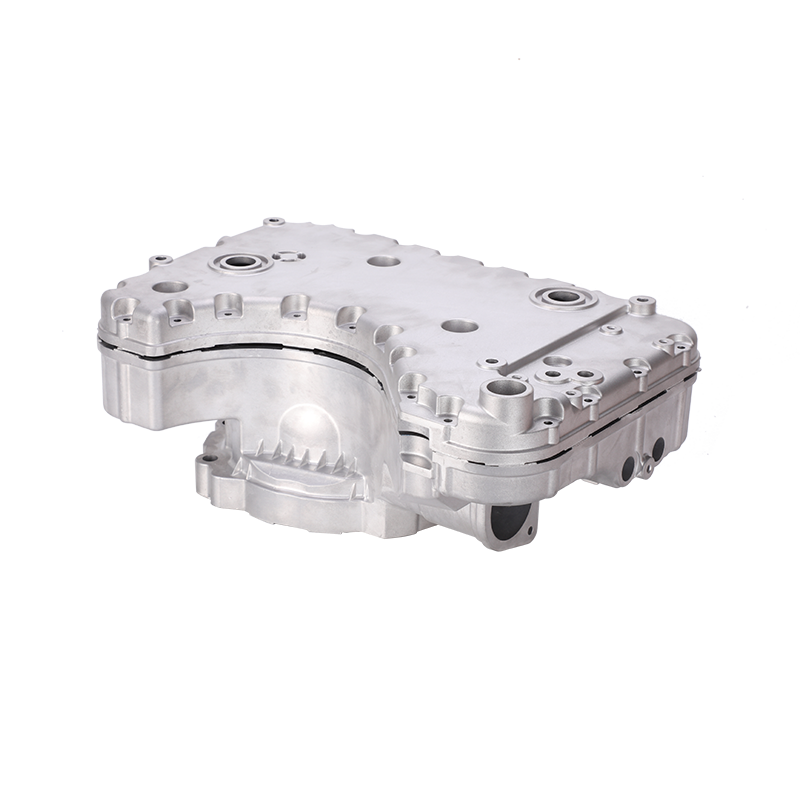
As metades do molde superior e inferior pré-usinadas são montadas no fundição sob pressão de peças automotivas placa de pressão da máquina, garantindo um ajuste perfeito e travamento no lugar.
Para evitar a aderência do metal, um revestimento refratário é frequentemente pulverizado na superfície da cavidade do molde ou a superfície é limpa com escova.
2. Aquecimento e injeção de metal fundido
A liga de alumínio ou magnésio é aquecida a uma temperatura de fusão adequada (aproximadamente 600-700°C) em um forno e, em seguida, injetada na cavidade do molde em alta velocidade e uniformemente, usando um sistema de injeção de alta pressão.
A injeção de alta pressão pode preencher cavidades complexas em um tempo muito curto, garantindo espessura de parede uniforme.
3. Resfriamento rápido e solidificação
Depois de entrar na cavidade do molde, o metal é imediatamente resfriado rapidamente pelo sistema de resfriamento do molde (geralmente resfriamento por água ou óleo), formando uma estrutura cristalina densa.
A solidificação rápida é um passo fundamental para alcançar espessura de parede fina e alta precisão dimensional.
4. Abertura do molde e remoção de peças
Após a solidificação completa do metal, o molde é aberto e a peça quente é ejetada por meio de um dispositivo ejetor.
Após a remoção, são realizados rebarbas, limpeza e tratamento de superfície necessários para atender aos requisitos de montagem subsequentes.
Como a fundição sob pressão melhora a resistência e durabilidade das peças automotivas? Mecanismos de fundição sob pressão para aumentar a resistência e durabilidade
1. Estrutura de grãos finos
A injeção de alta pressão e o resfriamento rápido fazem com que a liga forme grãos finos e uniformes durante a solidificação. Os grãos finos melhoram significativamente a resistência ao escoamento e a resistência à fadiga do material.
2. Excelente acabamento superficial e precisão dimensional
A fundição sob pressão fornece peças fundidas com formato próximo ao final, com baixa rugosidade superficial e pequenos erros dimensionais, reduzindo a concentração de tensão durante a usinagem e montagem subsequentes, melhorando assim a durabilidade geral.
3. Costela Racional e Layout de Costela de Reforço
Durante a fase de projeto do molde, a otimização dos formatos das nervuras (como hexágonos e trapézios) alcança uma distribuição uniforme de tensões, evitando a concentração de tensões localizadas que podem levar a rachaduras ou deformações. Um bom projeto estrutural aumenta diretamente a resistência ao impacto e à fadiga da peça.
4. Controle de porosidade e defeitos
Através de parâmetros de processo precisos (velocidade de injeção, tempo de retenção, taxa de resfriamento) e um sistema de ventilação de gás, defeitos internos como porosidade e cavidades de contração são minimizados para garantir a densidade e confiabilidade das peças fundidas.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo