Obtenha uma cotação
Fundição sob pressão de peças automotivas é o método de fabricação dominante para componentes metálicos de precisão e de alto volume na indústria automotiva – e por um bom motivo. Ele oferece tolerâncias rígidas, geometrias complexas e excelentes acabamentos superficiais a um custo por peça que nenhum outro processo pode igualar em escala. Esteja você adquirindo suportes, caixas ou gabinetes estruturais de baterias EV, entender a fundição sob pressão o ajudará a tomar decisões mais rápidas e inteligentes.
Este guia cobre tudo, desde os fundamentos do processo de fundição sob pressão até a seleção de materiais, aplicações em veículos elétricos, opções de acabamento e perguntas frequentes práticas - para que você possa determinar se a fundição sob pressão é a opção certa para o seu projeto.

A fundição sob pressão é um processo de fundição de metal no qual o metal fundido é injetado sob alta pressão em um molde de aço reutilizável, denominado matriz. O metal solidifica rapidamente e a peça acabada é ejetada – geralmente em menos de 60 segundos por ciclo. Para aplicações automotivas, isso se traduz em milhões de peças com formato quase perfeito e precisão dimensional consistente.
O setor automotivo é responsável por mais de 75% de toda a produção de fundição sob pressão em todo o mundo , de acordo com a Associação Norte-Americana de Fundição sob Pressão (NADCA). As peças automotivas comuns produzidas por fundição sob pressão incluem blocos de motor, carcaças de transmissão, juntas de direção, corpos de bombas, maçanetas e, cada vez mais, grandes componentes estruturais para veículos elétricos.

Compreender o processo ajuda a antecipar prazos de entrega, requisitos de projeto e direcionadores de custos.
Existem diversas variantes de fundição sob pressão, cada uma adequada para diferentes ligas, tamanhos de peças e requisitos de qualidade.
| Tipo | Como funciona | Melhores Ligas | Vantagem Principal |
|---|---|---|---|
| Câmara Quente | O mecanismo de injeção está submerso em metal fundido | Zinco, Magnésio | Tempos de ciclo rápidos, baixa porosidade |
| Câmara Fria | Metal colocado na manga de tiro separadamente | Alumínio, Cobre | Lida com ligas de alto ponto de fusão |
| Fundição sob pressão a vácuo | O ar é evacuado da matriz antes da injeção | Alumínio | Porosidade quase zero, peças soldáveis |
| Semissólido (Tixocasting) | Metal injetado em estado semissólido | Alumínio, Magnesium | Excelentes propriedades mecânicas |
| Apertar Fundição | Alta pressão é aplicada durante a solidificação | Alumínio | Integridade estrutural, tratável termicamente |
Para a maioria das aplicações automotivas de alto volume, fundição sob pressão de alumínio em câmara fria é a escolha padrão. A fundição sob pressão a vácuo é cada vez mais especificada para peças estruturais de EV onde a soldabilidade é necessária.

O domínio da fundição sob pressão na fabricação automotiva não é acidental. Oferece uma combinação de atributos de desempenho que os processos concorrentes simplesmente não conseguem replicar em escala.

Nenhum processo de fabricação é isento de compensações. Compreender as limitações da fundição sob pressão ajuda a evitar surpresas dispendiosas.

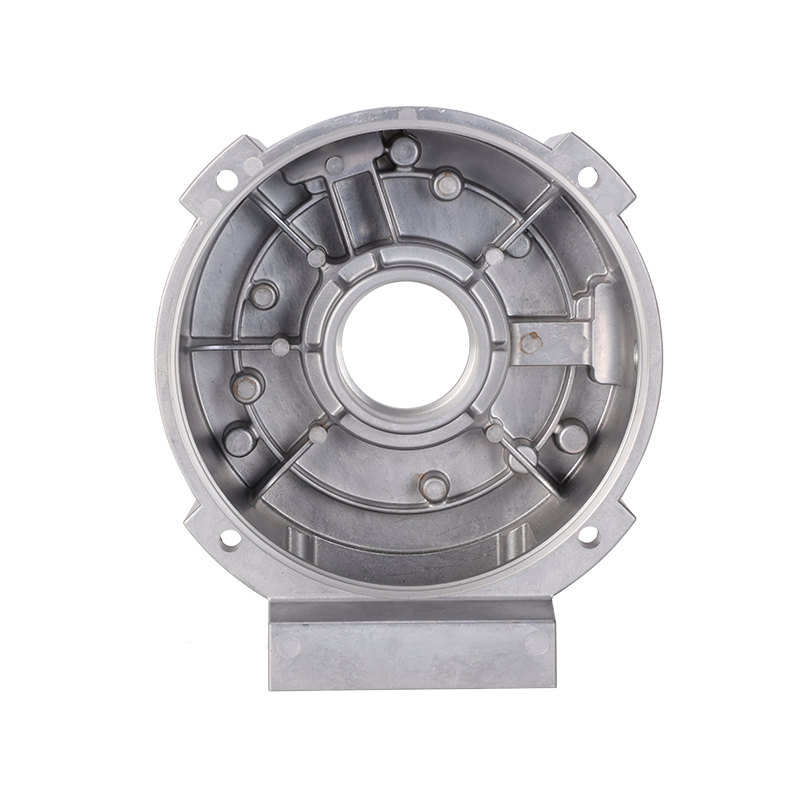
Componentes automotivos fundidos atendem a funções estruturais, térmicas, mecânicas e estéticas. O processo é selecionado precisamente porque pode satisfazer simultaneamente múltiplos requisitos funcionais em uma única peça.
As juntas de direção, os suportes do chassi auxiliar e os componentes da suspensão suportam cargas dinâmicas e devem atender aos requisitos de resistência à fadiga que excedem 10 milhões de ciclos . As peças fundidas de alumínio com resistência à tração de 280–320 MPa atendem a essas demandas enquanto reduzem a massa em 40–50% em comparação com equivalentes de aço.
Blocos de motores, cabeçotes de cilindro e, cada vez mais, carcaças de baterias de veículos elétricos utilizam a capacidade da fundição sob pressão para integrar canais de resfriamento complexos diretamente na geometria da peça, eliminando montagens soldadas e reduzindo a resistência térmica.
As caixas de transmissão, as caixas dos diferenciais e os corpos das bombas formam invólucros vedados para fluidos sob pressão. A fundição sob pressão fornece a consistência dimensional necessária para uma vedação confiável da junta sem ajuste manual.
Em veículos modernos, os gabinetes de alumínio fundido e zinco abrigam ECUs, sensores e conectores, fornecendo blindagem EMI, caminhos de aterramento e proteção contra vibração e entrada.
A seleção do material é uma das decisões mais importantes na fundição sob pressão de peças automotivas. Cada família de ligas oferece uma combinação distinta de propriedades, custo e processabilidade.
| Liga | Densidade (g/cm³) | Resistência à tração (MPa) | Aplicações automotivas típicas |
|---|---|---|---|
| Alumínio A380 | 2.71 | 310 | Blocos de motor, carcaças, suportes |
| Alumínio ADC12 | 2.74 | 320 | Caixas de transmissão, bandejas de bateria EV |
| Magnésio AZ91D | 1.81 | 230 | Painéis de instrumentos, volantes |
| Zinco Zamac 3 | 6.60 | 283 | Maçanetas de portas, componentes de fechadura, conectores |
| Cobre C83600 | 8.50 | 255 | Terminais elétricos, rolamentos |
As ligas de alumínio dominam a fundição automotiva , representando aproximadamente 80% de todas as peças fundidas automotivas em peso. A tendência para a redução do peso dos veículos está a acelerar a mudança do zinco e do ferro fundido para o alumínio – particularmente em aplicações estruturais e de transmissão.

Os veículos elétricos estão remodelando profundamente a demanda por fundição sob pressão. A eliminação do motor de combustão interna elimina algumas aplicações tradicionais de fundição (cabeçotes de cilindro, blocos de motor), ao mesmo tempo que cria oportunidades muito maiores em arquiteturas específicas para veículos elétricos.
Os fabricantes de EV usam predominantemente ligas de alumínio de alta ductilidade que pode suportar cargas de colisão sem fraturas — um requisito determinado pelas regulamentações de proteção de baterias. Ligas como Silafont-36 (AlSi10MnMg), Aural-2 e composições proprietárias são otimizadas para:

A tendência de fundição de EV mais transformadora é gigacasting — usando máquinas com forças de fixação de 6.000 a 16.000 toneladas para produzir peças fundidas estruturais maciças de peça única que substituem centenas de peças estampadas e soldadas. A parte inferior traseira do Modelo Y da Tesla, por exemplo, consolida aproximadamente 70 peças individuais em um componente fundido , reduzindo o tempo de montagem em 30% e o peso em 10%.
As principais aplicações de fundição sob pressão EV incluem:
O mercado global de fundição sob pressão de veículos elétricos foi avaliado em aproximadamente US$ 5,8 bilhões em 2023 e está projetado para exceder US$ 18 bilhões até 2032, impulsionado pelas taxas de adoção de EV e pela proliferação de tecnologia de gigacasting em OEMs, incluindo Volvo, Toyota e Rivian.

A fundição sob pressão é aplicada em praticamente todos os sistemas de veículos. A seguir estão as áreas de aplicação mais significativas:
Blocos de motor, cabeçotes de cilindro, cárteres de óleo, tampas de distribuição e caixas de transmissão têm sido historicamente a espinha dorsal da fundição sob pressão automotiva. Um motor V6 típico pode conter 15–20 componentes fundidos , cada um exigindo testemunhagem interna complexa e tolerâncias de furo restritas.
As juntas de direção, os suportes dos braços de controle e os nós do chassi auxiliar são cada vez mais fundidos em alumínio, substituindo o aço forjado para reduzir a massa não suspensa. A massa não suspensa reduzida de até 1 kg por curva melhora mensuravelmente a frequência de condução e a resposta de manobrabilidade.
Maçanetas de portas, suportes de espelhos, ajustadores de assento e componentes de acabamento decorativo são normalmente fundidos em zinco, aproveitando a capacidade do zinco de manter tolerâncias estreitas em seções de paredes finas tão baixas quanto 0,4 mm .
Carcaças de compressores, corpos de bombas, carcaças de termostatos e corpos de válvulas para HVAC e sistemas de resfriamento são geralmente fundidos em alumínio, escolhidos por sua estanqueidade à pressão e compatibilidade com produtos químicos de refrigerante.
Carcaças de ECU, suportes de sensores de radar e corpos de conectores estão entre as aplicações de fundição sob pressão de crescimento mais rápido em veículos modernos, impulsionadas pela proliferação de ADAS e eletrônicos de veículos conectados.

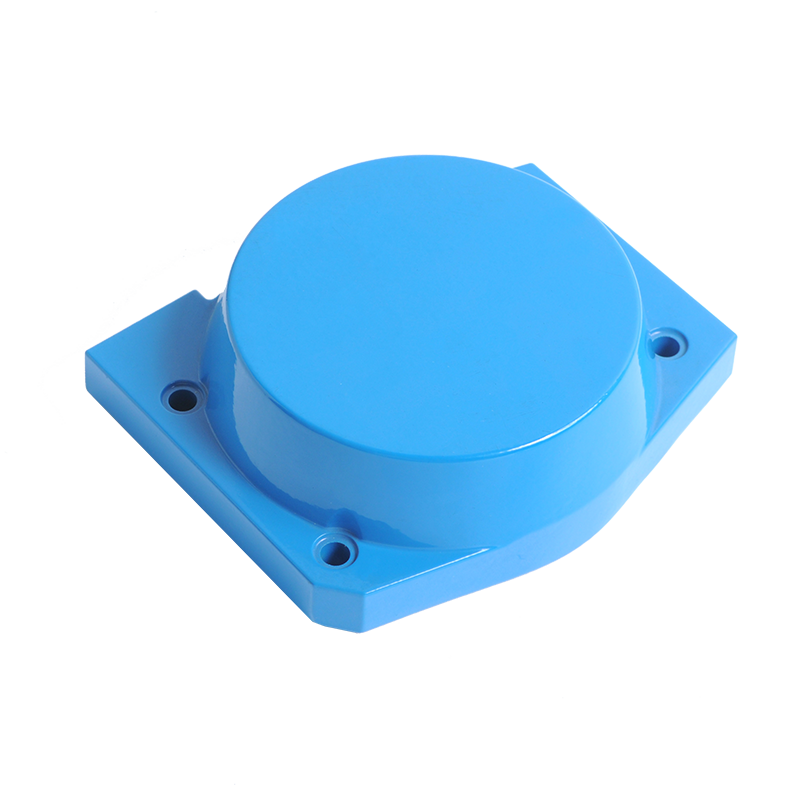
A maioria das peças automotivas fundidas sob pressão requer uma ou mais operações de acabamento para atender aos requisitos funcionais ou estéticos. A escolha do processo de acabamento correto é tão importante quanto os próprios parâmetros de fundição.
A seleção de fornecedores é uma decisão estratégica que afeta o custo, a qualidade e a resiliência da cadeia de abastecimento durante a vida do programa. Não selecione apenas pelo preço por peça — a qualidade das ferramentas, o controle do processo e a capacidade de engenharia de aplicação são igualmente importantes.
Avalie a faixa de tonelagem da máquina do fornecedor, a capacidade de projeto de matrizes (interna ou terceirizada) e os sistemas de controle de processo. Para peças estruturais EV, confirme se elas têm capacidade de fundição sob pressão ou fundição sob pressão e experiência com ligas de alta ductilidade.
No mínimo, os fornecedores de fundição sob pressão automotiva devem ter IATF16949 certificação e operar um processo APQP/PPAP. Solicite dados de Cpk (meta ≥1,67 para dimensões críticas) e métricas de taxa de defeitos (meta ≤50 ppm para o setor automotivo Tier 1).
Os melhores fornecedores se envolvem desde o início da fase de projeto para otimizar a geometria da peça para moldabilidade, reduzindo a complexidade da ferramenta e o tempo de ciclo. Procure estudos de caso de DFM demonstrados que mostrem consolidação de peças ou resultados de melhoria de rendimento.
Fornecedores com capacidade interna de usinagem, acabamento e submontagem reduzem o número de níveis e a complexidade logística. Para programas globais, confirme se o fornecedor possui capacidade multi-site ou fontes de backup qualificadas.
A fundição sob pressão é uma excelente escolha quando várias condições se alinham. Use a seguinte estrutura para avaliar a adequação:
| Fator | Fundição sob pressão preferida | Considere alternativas |
|---|---|---|
| Volume anual | >5.000 peças/ano | <5.000 (fundição em areia, impressão 3D) |
| Materiais | Al, Zn, Mg, Cu | Aço, titânio, inconel |
| Complexidade geométrica | Complexo, multifuncional e de parede fina | Formas prismáticas simples (usinagem) |
| Criticidade estrutural | Moderado a alto (com vácuo) | Classe de segurança mais alta (forjamento) |
| Requisito de acabamento de superfície | Ra 1–3 µm como fundido aceitável | Acabamento espelhado necessário (usinagem) |
| Hora de chegar ao mercado | Prazo de entrega de ferramentas de 8 a 16 semanas aceitável | Semanas necessárias (impressão 3D, usinagem) |
Se a sua peça for de alumínio ou zinco, produzida em mais de 10.000 unidades por ano, e apresentar canais internos ou geometria externa complexa, a fundição sob pressão será quase certamente a opção mais econômica. Para volumes baixos e aplicações críticas de segurança que exigem microestrutura forjada ou ligas exóticas, considere alternativas.

A fundição sob pressão de zinco pode atingir paredes tão finas quanto 0,4–0,6 mm ; o alumínio normalmente tem um mínimo prático de 1,0–1,5 mm para peças estruturais automotivas. Paredes muito finas podem resultar em fechamentos a frio e preenchimento incompleto.
Uma matriz de aço ferramenta H13 bem conservada normalmente produz 100.000–500.000 fotos para peças fundidas de alumínio e até 1.000.000 de tiros para zinco. A vida útil da matriz depende muito da geometria da peça, da temperatura da liga e do projeto do circuito de resfriamento.
As peças fundidas sob pressão padrão (HPDC) contêm gás retido e geralmente são não soldável . Peças fundidas sob pressão ou fundidas a vácuo usando ligas de alta ductilidade (por exemplo, Silafont-36) podem ser soldadas MIG/TIG e são usadas em aplicações estruturais de carrocerias de veículos elétricos.
Giga-casting refere-se ao uso de máquinas de fundição sob pressão muito grandes (força de fixação de 6.000 a 16.000 toneladas) para produzir peças fundidas de corpo estrutural de peça única. Tesla foi pioneira na técnica com a parte inferior traseira do Modelo Y, e concorrentes como Volvo, Toyota, BYD, Geely e Rivian estão implementando ativamente processos semelhantes.
A radiografia industrial (tomografia computadorizada 2D e 3D) é o principal método de inspeção de porosidade interna em peças fundidas de segurança crítica. ASTM E505 e ASTM E155 fornecem padrões radiográficos de referência para níveis de porosidade aceitáveis em peças fundidas de alumínio e magnésio.
Para uma típica fundição automotiva de alumínio, espere 16–24 semanas desde o congelamento do projeto até as primeiras peças aprovadas pelo PPAP: 8 a 12 semanas para a fabricação da matriz, 2 a 4 semanas para testes e otimização do processo e 4 a 8 semanas para documentação e aprovação do PPAP.
A rugosidade da superfície fundida para peças fundidas de alumínio é normalmente Ra 1,6–3,2 µm em superfícies planas e Ra 3,2–6,3 µm em áreas com geometria complexa ou perto de locais de ventilação. As superfícies polidas da matriz podem atingir Ra 0,8 µm em faces cosméticas.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo