Etapas do processo de fundição sob pressão: um guia completo
Fundição sob pressão é um processo de fundição de metal que envolve forçar o metal fundido sob alta pressão para dentro da cavidade do molde. O processo consiste em quatro etapas principais: preparação do molde, injeção de metal, resfriamento e solidificação e ejeção . Um ciclo típico de fundição sob pressão de alta pressão é concluído em 15 a 90 segundos, dependendo da complexidade da peça e do material.
Procedimento passo a passo de fundição sob pressão
1. Preparação e Fixação do Molde
O processo de fundição sob pressão começa com a preparação do molde de aço (matriz). As duas metades da matriz são limpas, lubrificadas com um agente desmoldante e fixadas juntas com um alta força de fixação variando de 100 a 4.000 toneladas para suportar a pressão de injeção. A temperatura adequada do molde (normalmente 150°C–300°C para alumínio) é mantida para garantir o fluxo ideal do metal e evitar a solidificação prematura.
2. Injeção de metal fundido
O metal fundido – geralmente alumínio, zinco ou magnésio – é transferido para uma câmara de injeção e forçado para dentro da cavidade da matriz sob alta pressão entre 1.500 e 25.000 psi (10–170 MPa) . A fase de injeção normalmente leva 0,05 a 0,15 segundos para componentes de paredes finas. Este preenchimento rápido evita a formação de óxido e garante o preenchimento completo da cavidade.
3. Resfriamento e Solidificação
Uma vez injetado, o metal fundido esfria e solidifica rapidamente devido ao sistema de matriz resfriado a água. O tempo de resfriamento varia de acordo com a espessura do material:
- Seções finas (1–2 mm): 5–10 segundos
- Seções médias (3–5 mm): 10–20 segundos
- Seções grossas (>5 mm): 20–40 segundos
4. Ejeção e corte
Após a solidificação, a matriz se abre e os pinos ejetores empurram a peça fundida para fora. O excesso de material (flash, corredores e portões) é removido através de operações de corte. Os sistemas automatizados modernos podem alcançar ciclos de ejeção em até 15 segundos para componentes simples de zinco.
Análise do tempo do ciclo de fundição sob pressão de alta pressão
A fundição sob pressão de alta pressão (HPDC) é valorizada por sua rápida capacidade de produção. O tempo total do ciclo é a soma de múltiplas fases:
| Fase do Processo | Parte Simples | Parte Complexa |
|---|---|---|
| Fechamento e fixação da matriz | 2–3 segundos | 3–5 segundos |
| Injeção de Metal | 0,05–0,1 segundos | 0,1–0,3 segundos |
| Resfriamento/Solidificação | 10–15 segundos | 30–60 segundos |
| Abertura e ejeção da matriz | 2–3 segundos | 4–8 segundos |
| Tempo total de ciclo | 15–25 segundos | 40–90 segundos |
A fundição sob pressão de zinco normalmente atinge tempos de ciclo mais rápidos do que o alumínio devido ao ponto de fusão mais baixo do zinco (419°C vs 660°C) e à fluidez superior. Os componentes do zinco frequentemente completam ciclos em 15–30 segundos em comparação com o alumínio 30–90 segundos .
Fundição sob pressão vs fundição em areia: comparação de processos
Compreender as diferenças entre fundição sob pressão e fundição em areia ajuda os fabricantes a selecionar o processo apropriado:
| Parâmetro | Fundição sob pressão de alta pressão | Fundição em Areia |
|---|---|---|
| Taxa de produção | Alto (centenas por hora) | Baixo (dezenas por hora) |
| Acabamento de superfície | Excelente (Ra 0,8–3,2 μm) | Áspero (Ra 12,5–25 μm) |
| Precisão Dimensional | ±0,1 mm | ±0,5–1mm |
| Espessura da Parede | Fino (0,8–3mm) | Grosso (3–50mm) |
| Custo de ferramentas | Alto (US$ 20.000–US$ 200.000) | Baixo (US$ 1.000–US$ 10.000) |
| Faixa de tamanho de peça | Pequeno a médio (até 20kg) | Pequeno a muito grande (até várias toneladas) |
| Opções de materiais | Limitado (ligas de Al, Zn, Mg, Cu) | Praticamente ilimitado (todos os metais fundíveis) |
Diretriz de seleção: Escolha fundição sob pressão para produção de alto volume (>10.000 unidades/ano) que exige tolerâncias restritas e excelente acabamento superficial. Selecione fundição em areia para produção de baixo volume, componentes grandes ou ao trabalhar com metais ferrosos como ferro fundido.
Fundição sob pressão de zinco: vantagens e aplicações
A fundição sob pressão de zinco oferece vantagens exclusivas que a tornam ideal para aplicações específicas:
Principais propriedades dos materiais
- Baixo ponto de fusão (419°C): Reduz o consumo de energia e prolonga a vida útil da matriz (até 1.000.000 disparos versus 100.000 para alumínio)
- Fluidez superior: Permite moldar paredes tão finas quanto 0,3mm com detalhes intrincados
- Alta resistência ao impacto: As ligas de zinco suportam Energia de impacto de 50–60 J , superando o alumínio e o magnésio
- Excelente usinabilidade: Processamento pós-fundição mais fácil em comparação com outros metais fundidos sob pressão
Aplicações Comuns
A fundição sob pressão de zinco domina em:
- Componentes internos automotivos (maçanetas, emblemas, acabamentos decorativos)
- Caixas e conectores de dispositivos eletrônicos
- Equipamentos e ferragens para encanamento
- Brinquedos e bens de consumo que exigem muitos detalhes
Fundição sob pressão na indústria automotiva
O setor automotivo representa o maior mercado de fundição sob pressão, consumindo aproximadamente 50–60% de todas as peças fundidas de alumínio globalmente. As tendências recentes da indústria mostram um crescimento significativo nas aplicações de componentes estruturais.
Principais aplicações automotivas
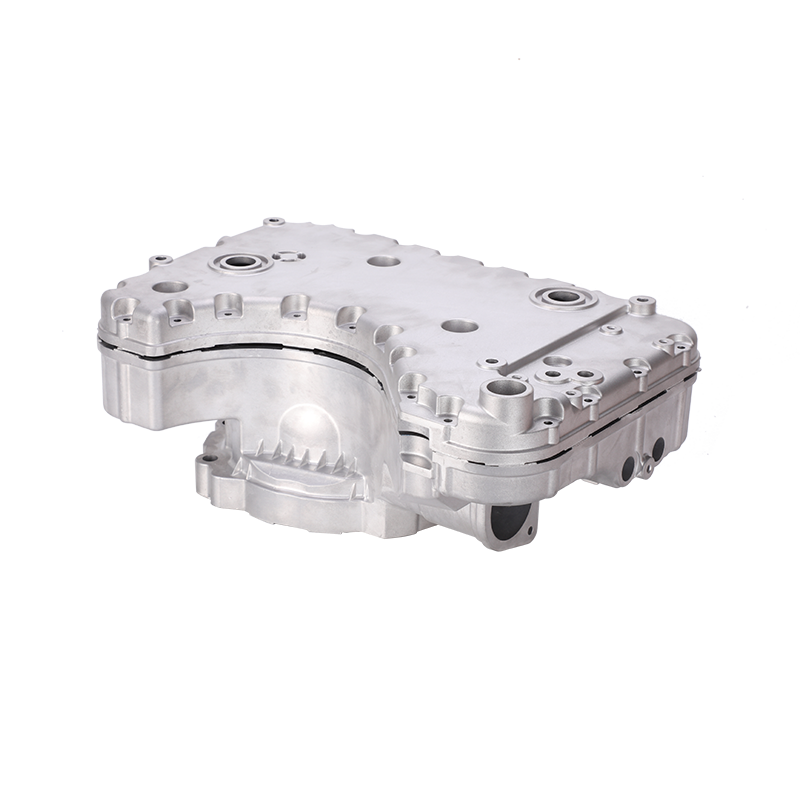
- Carcaças de transmissão: Geometrias complexas que exigem vedação hermética
- Blocos de motor e cabeçotes: Requisitos de alta condutividade térmica
- Componentes estruturais do corpo: A parte inferior traseira do Modelo Y da Tesla usa um Máquina de fundição sob pressão de 6.000 toneladas produzindo uma única peça substituindo 70 componentes estampados
- Peças de direção e suspensão: Requisitos de alta relação resistência-peso
Tendências da indústria
A mudança para veículos elétricos (EVs) intensificou a demanda por fundição sob pressão para:
- Carcaças e bandejas de bateria: Grandes estruturas de paredes finas que requerem blindagem eletromagnética
- Carcaças do motor: Integração de canal de resfriamento de precisão
- Tecnologia de megacasting: Fundições de peça única reduzindo o tempo de montagem em 30–40% e peso por 10–20%
Selecionando um fabricante de fundição sob pressão: critérios principais
Ao contratar serviços de fundição sob pressão, avalie os fabricantes com base nestes fatores críticos:
Capacidades Técnicas
- Faixa de tonelagem da máquina: Certifique-se de que a capacidade corresponda ao tamanho da sua peça (faixa comum: 180 a 4.000 toneladas)
- Conhecimento de materiais: Verifique a experiência com sua liga específica (Al-Si-Cu, ligas de zinco Zamak, magnésio AZ91D)
- Certificações de qualidade: ISO 9001, IATF 16949 para automotivo, AS9100 para aeroespacial
- Projeto interno de ferramentas: Reduz os prazos de entrega em 20–30% em comparação com a fabricação terceirizada de matrizes
Métricas de produção para verificar
| Métrica | Padrão da Indústria | Alvo de alto desempenho |
|---|---|---|
| Rendimento da primeira passagem | 85–90% | >95% |
| Taxa de defeitos de porosidade | <2% | <0,5% |
| CPK Dimensional | >1,33 | >1,67 |
| Prazo de entrega das ferramentas | 12–16 semanas | 8–10 semanas |
Perguntas frequentes sobre cotonetes limpos em operações de fundição sob pressão
Por que os cotonetes limpos são essenciais na fundição sob pressão?
Os cotonetes limpos desempenham um papel crítico na manutenção da qualidade da fundição sob pressão e na prevenção de defeitos. Eles são usados para:
- Limpeza da superfície da matriz: Remoção de agentes desmoldantes residuais, acúmulo de óxido de alumínio e resíduos de lubrificante entre os ciclos
- Manutenção da câmara de tiro: Limpeza das pontas e mangas dos êmbolos para evitar a soldagem (alumínio grudado nas superfícies de aço)
- Limpeza do sistema de ventilação: Removendo bloqueios que causam defeitos de porosidade de gás
Tipos de cotonete recomendados para fundição sob pressão
- Cotonetes resistentes a altas temperaturas: Capaz de suportar temperaturas da superfície da matriz até 350ºC sem degradação da fibra
- Cotonetes industriais sem fiapos: Cotonetes com ponta de poliéster ou espuma que não deixam resíduos de fibra que possam causar inclusões
- Cotonetes detectáveis por metais: Para aplicações de qualidade alimentar ou de segurança crítica onde a contaminação por objetos estranhos deve ser eliminada
Melhores práticas para uso de cotonetes
Implemente estes procedimentos para maximizar a eficácia:
- Use cotonetes dedicados para diferentes áreas da matriz (cavidade versus câmara de injeção) para evitar contaminação cruzada
- Substitua os cotonetes a cada 4–6 horas de operação contínua ou quando aparece contaminação visível
- Aplique solventes de limpeza compatíveis (álcool isopropílico para limpeza leve, removedores especializados de liberação de molde para incrustações pesadas)
- Documente a frequência de limpeza em registros de controle de processo para rastreabilidade de qualidade
Impacto na eficiência da produção
A manutenção adequada do swab afeta diretamente as métricas operacionais:
- Taxa de sucata reduzida: Matrizes limpas produzem 15–25% menos peças com defeitos de superfície
- Vida útil estendida da matriz: A limpeza regular evita corrosão e erosão, prolongando a vida útil da matriz ao 20–30%
- Menor tempo de inatividade para manutenção: A limpeza preventiva reduz paradas não planejadas 40% em comparação com protocolos de limpeza reativos