Obtenha uma cotação
Fundição sob pressão é um dos processos de fabricação de metal mais eficientes e econômicos disponíveis atualmente. Resumindo: se você precisar de grandes volumes de peças metálicas complexas e precisas, a fundição sob pressão é provavelmente sua melhor opção . Ele oferece tolerâncias dimensionais restritas, excelentes acabamentos superficiais e tempos de ciclo rápidos que poucos outros processos conseguem igualar. Este guia cobre tudo o que você precisa saber — desde como o processo funciona até suas limitações, métodos e aplicações no mundo real.

Um fundição sob pressão é um processo de fundição de metal no qual o metal fundido é forçado sob alta pressão em um molde de aço reutilizável (chamado de "matriz"). Assim que o metal solidifica, a matriz se abre e a peça acabada é ejetada. O molde pode então ser usado novamente – normalmente por dezenas de milhares a centenas de milhares de ciclos.
Os metais mais comumente usados na fundição sob pressão incluem ligas de alumínio, zinco, magnésio e cobre . O alumínio é de longe o mais popular devido à sua excelente relação resistência-peso, resistência à corrosão e condutividade térmica.
Ao contrário da fundição em areia, que utiliza moldes descartáveis, a fundição sob pressão utiliza ferramentas de aço permanentes. Isso o torna ideal para produção de alto volume, onde a consistência e a repetibilidade são essenciais.

O ciclo de fundição sob pressão segue uma sequência consistente:
Os tempos de ciclo variam de acordo com o tamanho e a complexidade da peça, mas normalmente variam de alguns segundos a alguns minutos . Uma célula de fundição sob pressão de alumínio bem otimizada pode produzir centenas de peças por hora.

Os dois métodos principais de fundição sob pressão diferem na forma como o metal fundido é introduzido na matriz:
Na fundição sob pressão em câmara quente, o mecanismo de injeção é submerso diretamente no metal fundido. Este método oferece tempos de ciclo mais rápidos e é mais adequado para metais de baixo ponto de fusão, como zinco, estanho e ligas de chumbo. Não é adequado para alumínio, pois o alumínio desgastaria os componentes submersos.
Na fundição sob pressão em câmara fria, o metal fundido é colocado em uma câmara de granalha separada antes de cada injeção. Esta abordagem é usada para ligas de alumínio, magnésio e cobre — metais com pontos de fusão mais elevados que danificariam um sistema de câmara quente. Embora um pouco mais lenta que a câmara quente, a fundição sob pressão em câmara fria permite a produção de peças mais fortes e duráveis.
| Recurso | Câmara Quente | Câmara Fria |
|---|---|---|
| Metais Adequados | Zinco, Estanho, Chumbo | Alumínio, Magnésio, Cobre |
| Velocidade do Ciclo | Mais rápido | Um pouco mais lento |
| Pressão de injeção | Inferior | Superior |
| Força da peça | Moderado | Superior |
| Aplicações Típicas | Pequenas peças de consumo | Automotivo, industrial |

A fundição sob pressão atinge consistentemente tolerâncias de ±0,1 mm ou mais apertado , muitas vezes eliminando a necessidade de usinagem secundária. Este nível de repetibilidade em milhares de peças é difícil de igualar com outros métodos de fundição.
Uma vez instaladas as ferramentas, as máquinas de fundição sob pressão podem operar 24 horas por dia, produzindo peças em ciclos tão curtos quanto 15–20 segundos para pequenos componentes de alumínio. Esse rendimento o torna um dos métodos mais rápidos para produção de peças metálicas em alto volume.
A fundição sob pressão suporta características internas complexas, paredes finas (tão finas quanto 0,5 mm em algumas aplicações de alumínio), rebaixos e componentes com formato quase perfeito que seriam caros ou impossíveis apenas com a usinagem.
Embora os custos iniciais com ferramentas sejam significativos, o custo por peça cai drasticamente em escala. Para execuções de produção de dezenas de milhares ou mais, a fundição sob pressão é normalmente muito mais econômica do que a usinagem CNC ou outros processos.

A fundição sob pressão não é isenta de compensações. Compreender suas limitações ajuda a determinar se é o processo certo para o seu projeto.
Um único molde de fundição sob pressão de alumínio pode custar entre US$ 10.000 a mais de US$ 100.000 , dependendo da complexidade. Isso torna a fundição sob pressão uma escolha ruim para protótipos ou volumes de produção muito baixos.
A fundição sob pressão é limitada a metais não ferrosos. O aço e o ferro não podem ser fundidos sob pressão porque seus altos pontos de fusão destruiriam as matrizes de aço. Se o seu projeto exigir metal ferroso, processos alternativos como fundição de precisão ou fundição em areia devem ser considerados.
O ar pode ficar preso na cavidade da matriz durante a injeção, criando porosidade interna. Isto pode comprometer a resistência mecânica e tornar a peça inadequada para aplicações herméticas à pressão, a menos que seja controlada por fundição sob pressão assistida por vácuo ou outras técnicas.
A maioria das máquinas de fundição sob pressão são adequadas para peças até aproximadamente 25kg . Componentes muito grandes são melhor atendidos por fundição em areia ou outros processos baseados em gravidade.
As matrizes de aço se desgastam com o tempo, especialmente com ligas de alta temperatura. Programações de manutenção adequadas são essenciais para preservar a precisão dimensional e prolongar a vida útil da matriz – normalmente 100.000 a 500.000 fotos dependendo dos materiais e parâmetros do processo.
Como fabricante de moldes para fundição sob pressão na China e fábrica de moldes para fundição sob pressão personalizada, a Moldagem e máquina Co. de Ningbo Jieda, Ltd. oferece uma ampla gama de processos de fundição para atender a diferentes geometrias de peças, materiais e requisitos de volume.
O método de fundição sob pressão mais comum. O metal fundido é injetado a pressões de até 25.000 psi , produzindo peças densas, precisas e com excelente acabamento superficial. Jieda opera máquinas Lijin em Hong Kong a partir de 200T a 1600T força de fixação para acomodar uma ampla variedade de tamanhos de peças.
O metal é empurrado para cima na matriz usando baixa pressão (normalmente 0,7–1,0 bar ), permitindo melhor controle do fluxo de metal e redução da turbulência. Este método é particularmente adequado para peças estruturais que requerem propriedades mecânicas mais elevadas e menor porosidade.
Uma escolha econômica para produção de baixo volume ou geometrias grandes e complexas onde o custo do ferramental permanente não é justificado. Os moldes de areia são criados a partir de um padrão e descartados após cada vazamento, tornando esse método altamente flexível.
Um padrão de cera é revestido com material cerâmico e depois derretido para deixar uma cavidade precisa. A fundição de precisão produz peças com detalhes e precisão de superfície excepcionais - frequentemente usadas para componentes aeroespaciais, dispositivos médicos e peças industriais complexas.
O metal fundido é derramado em um molde de metal permanente usando gravidade em vez de pressão. Isso resulta em menor porosidade do que a fundição sob pressão e é adequado para produção de médio volume de peças mais densas e estruturalmente exigentes.

As peças fundidas sob pressão geralmente requerem tratamento de superfície ou processamento secundário antes de estarem prontas para uso. As operações de acabamento comuns incluem:
A Jieda fornece serviço completo de tratamento e acabamento de superfície juntamente com suas operações de fundição, entregando componentes prontos para uso a clientes nos setores automotivo, motorizado, pneumático, de comunicação e de novas energias.
A fundição sob pressão é usada em praticamente todas as principais indústrias que exigem componentes metálicos de alto volume. As principais áreas de aplicação incluem:
| Indústria | Peças fundidas sob pressão típicas | Material Comum |
|---|---|---|
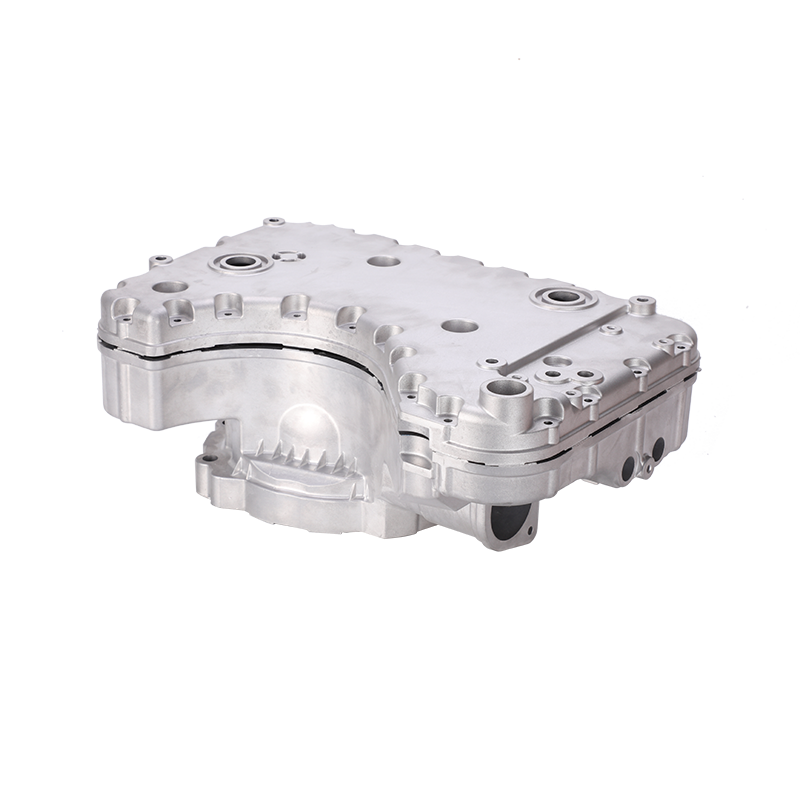
| Automotivo | Carcaças de motor, caixas de transmissão, suportes | Alumínio, Magnésio |
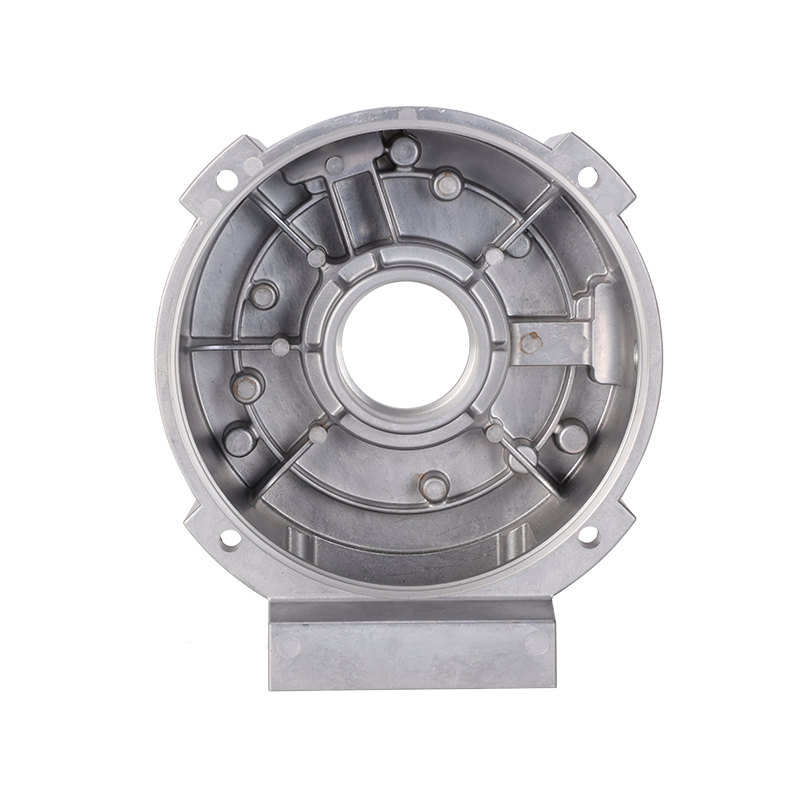
| Motores Elétricos | Protetores finais, carcaças, estruturas de rotor | Alumínio |
| Pneumática | Corpos de válvulas, carcaças de cilindros | Alumínio, Zinc |
| Telecomunicações | Gabinetes, dissipadores de calor, componentes de antena | Alumínio, Zinc |
| Novas Energias / Fotovoltaica | Carcaças do inversor, estruturas de montagem | Alumínio |
| Iluminação | Caixas de LED, corpos de lâmpadas, dissipadores de calor | Alumínio |
| Caixas de Engrenagens / Redutores | Carcaças de redutores, caixas de engrenagens | Alumínio |

Fundada em 1987, Ningbo Jieda Molding & Machine Co., Ltd. é uma empresa nacional de alta tecnologia com sede em Beilun, Ningbo — uma cidade reconhecida como a "cidade natal dos moldes de fundição sob pressão na China". Com mais de 35 anos de experiência, Jieda traz uma combinação de profundo conhecimento técnico e escala de fabricação comprovada para cada projeto.
Os principais recursos e credenciais incluem:
A localização de Jieda em Beilun também oferece vantagens logísticas diretas — adjacente a Porto de Beilun e a via expressa Hangzhou-Ningbo — permitindo remessas internacionais rápidas e confiáveis para clientes globais.
A fundição sob pressão é a escolha certa quando seu projeto atende a estes critérios:
Se seus volumes forem baixos, sua peça for muito grande ou se você precisar de material ferroso, métodos alternativos de fundição, como fundição em areia ou fundição de precisão, podem ser mais apropriados. A equipe de engenharia da Jieda pode avaliar seus requisitos específicos e recomendar o processo mais adequado - seja fundição sob pressão de alta pressão, fundição sob pressão de baixa pressão, fundição por gravidade ou outro método inteiramente.
Entre em contato com Jieda hoje mesmo para discutir seu projeto e receber uma solução personalizada apoiada por mais de três décadas de experiência em fundição sob pressão de precisão.
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo