Obtenha uma cotação
Na produção industrial moderna, Fundição sob pressão de peças de motor evoluiu de processos de fundição tradicionais para uma tecnologia de fabricação de alta precisão e alta eficiência. Atualmente, o mercado global de fundição sob pressão de peças de motores está se expandindo a uma taxa composta de crescimento anual de 5,8% , com o tamanho do mercado projetado para exceder 42 bilhões de dólares até 2028. A tecnologia de fundição sob pressão não só melhora significativamente a densidade e a precisão dimensional das peças do motor, mas também controla as taxas de sucata abaixo 1,5% através da produção automatizada, tornando-se um elo fundamental insubstituível na cadeia de fornecimento da fabricação de motores.
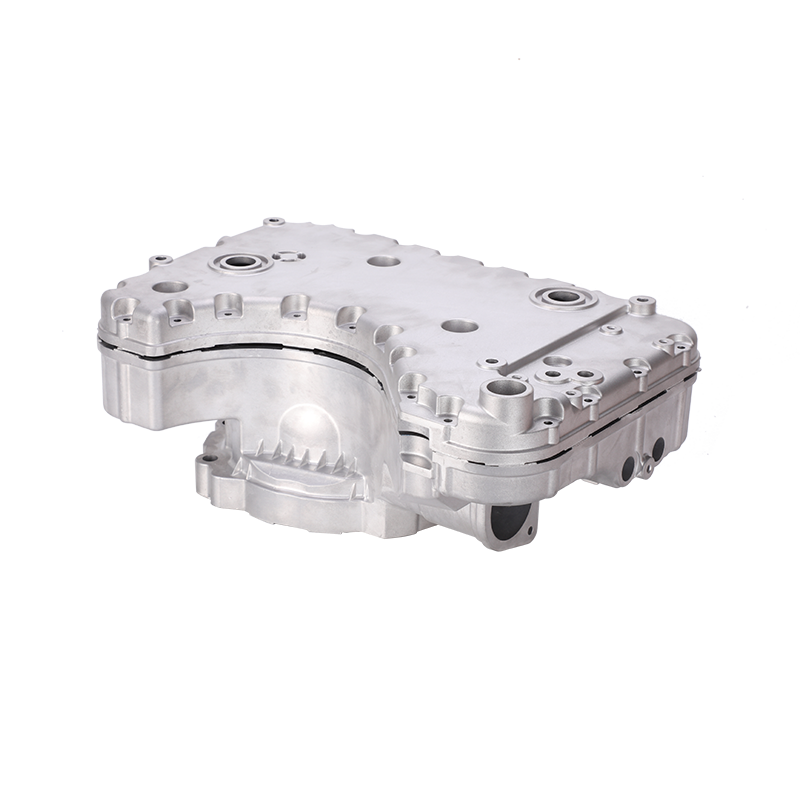
Para os fabricantes, dominar processos avançados de fundição sob pressão significa obter vantagens triplas em qualidade do produto, custos de produção e ciclos de entrega. Tomando como exemplo as carcaças do motor em liga de alumínio, após a adoção da fundição sob pressão de alta pressão, a espessura da parede pode ser reduzida abaixo 2,5 mm , o peso é reduzido em mais de 30% , e a eficiência da dissipação de calor melhora em 20% —estes indicadores de desempenho determinam diretamente a vantagem competitiva dos motores em veículos de novas energias e aplicações de automação industrial.
O processo de fabricação de peças de motor passou por três etapas principais. A primeira etapa é a fundição por gravidade, que depende do peso próprio do metal fundido para preencher o molde. É adequado para peças com estruturas simples e menores requisitos de precisão, mas apresenta altas taxas de porosidade e baixa rugosidade superficial. A segunda etapa é a fundição a baixa pressão, onde o metal fundido é suavemente empurrado para dentro do molde pela pressão do ar, reduzindo a porosidade para 3%-5% , mas ainda aquém dos requisitos de peças de motor de precisão.
O terceiro estágio, que é a atual tecnologia de fundição sob pressão de alta pressão, atinge pressões de injeção de 30-150 MPa . O metal fundido preenche rapidamente a cavidade do molde sob alta pressão, com tempos de resfriamento reduzidos para 3-8 segundos e ciclos de produção atingindo 30-60 segundos por foto . Tomando como exemplo as tampas das extremidades do motor, os produtos de fundição sob pressão de alta pressão podem controlar as tolerâncias dimensionais dentro ±0,05mm , com valores Ra de rugosidade superficial abaixo 1,6μm , atendendo totalmente aos requisitos de ajuste de precisão para montagem do motor.
A indústria está atualmente acelerando sua transição para células inteligentes de fundição sob pressão. Um sistema completo de fundição inteligente integra monitoramento de temperatura em tempo real, análise de curva de pressão e extração automática robótica de peças. Os dados mostram que após a introdução de sistemas inteligentes de controle de temperatura, as flutuações de temperatura do líquido de alumínio foram reduzidas de ±15°C para ±3°C . A melhoria resultante na estabilidade dimensional reduz as tolerâncias de usinagem subsequentes em 40% , reduzindo os custos de usinagem por peça em 12%-18% .
O controle de qualidade na fundição sob pressão de peças de motores depende da regulação precisa de vários parâmetros do processo. A tabela a seguir compara como diferentes configurações de parâmetros afetam defeitos típicos:
| Parâmetro do Processo | Faixa recomendada | Defeitos Primários Associados | Nível de impacto |
|---|---|---|---|
| Temperatura líquida de alumínio | 660-720°C | Fechamentos a frio, soldagem | Alto |
| Temperatura do Molde | 180-260°C | Porosidade, fissuras quentes | Alto |
| Velocidade de injeção | 2-6m/s | Aprisionamento de ar, inclusões de óxido | Médio-alto |
| Pressão de intensificação | 30-80 MPa | Porosidade de encolhimento, densidade insuficiente | Alto |
| Tempo de permanência | 3-10 segundos | Porosidade de encolhimento, desvio dimensional | Médio |
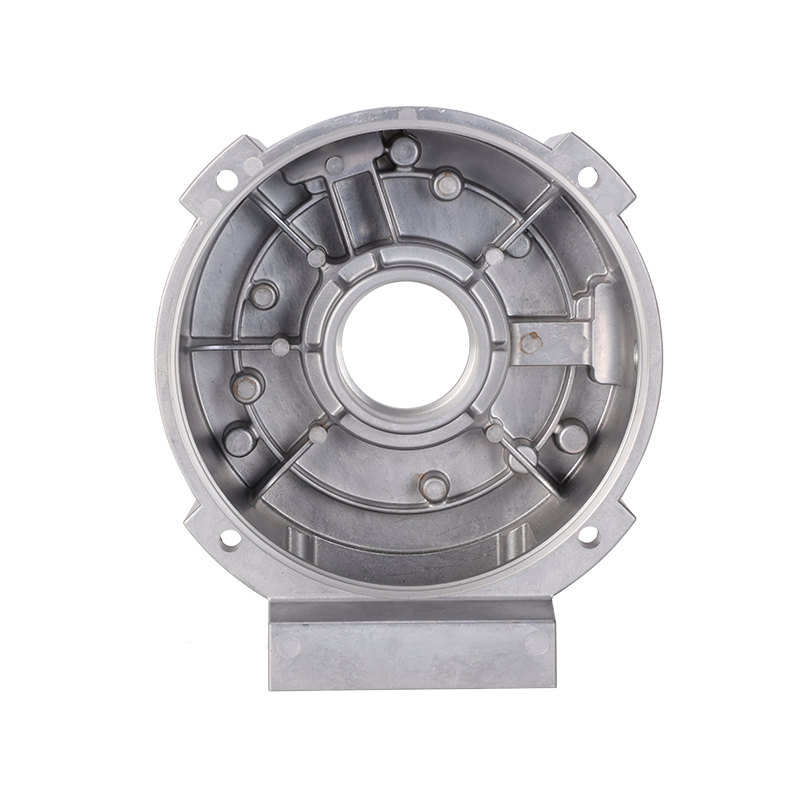
Como mostrado na tabela, temperatura do líquido de alumínio, temperatura do molde e pressão de intensificação são os três parâmetros principais que afetam a qualidade da fundição sob pressão das peças do motor. Tomando como exemplo a fundição sob pressão da carcaça do motor, quando a temperatura do molde cai abaixo 180°C , as taxas de defeitos de fechamento a frio sobem acima 8% ; quando a pressão de intensificação é insuficiente em 30MPa , a porosidade de contração interna pode exceder 5% , afetando seriamente o desempenho de vedação do motor e a eficiência de dissipação de calor.
No campo de fundição sob pressão de peças de motores, as ligas de alumínio representam mais de 85% de participação de mercado, sendo ADC12 e A380 as duas qualidades mais utilizadas. ADC12 tem um conteúdo de silício de 9,6%-12,0% , oferecendo excelente fluidez adequada para a fabricação de tampas de extremidade de motores complexos e de paredes finas e caixas de junção; A380 tem um teor de cobre de 3,0%-4,0% , com resistência à tração atingindo 320 MPa , tornando-o mais adequado para suportes e bases de motores sujeitos a altas cargas mecânicas.
No entanto, as ligas de alumínio tradicionais enfrentam gargalos na condutividade térmica. O alumínio puro tem uma condutividade térmica de 237 W/(m·K) , enquanto o ADC12 cai para aproximadamente 96 W/(m·K) devido ao alto teor de silício. Para atender às altas demandas de dissipação de calor dos novos motores de tração de veículos, a indústria está promovendo ligas de alumínio com baixo teor de silício e alta condutividade térmica, que podem aumentar a condutividade térmica para 150-170 W/(m·K) mantendo ao mesmo tempo fluidez de fundição suficiente.
A densidade da liga de magnésio é apenas 64% o da liga de alumínio (1,81 g/cm³ vs 2,71 g/cm³), demonstrando um enorme potencial na redução de peso de motores. As carcaças do motor fundidas em liga de magnésio AZ91D podem ser 25%-30% mais leves que as versões de alumínio, enquanto a resistência específica (relação resistência-densidade) melhora em mais de 15% . Atualmente, as peças de motores fundidos em liga de magnésio alcançaram aplicações em lote em algumas ferramentas elétricas de ponta e motores de drones, com taxas de crescimento anuais superiores a 12% .
Os moldes de fundição sob pressão representam a primeira porta de entrada para determinar a qualidade das peças do motor – sua precisão de projeto e vida útil afetam diretamente os custos de produção e a consistência do produto. Para um molde de fundição sob pressão de carcaça de motor, a rugosidade da superfície da cavidade deve ser controlada abaixo Ra 0,4μm , com precisão de folga de montagem atingindo 0,02 mm nível.
A seleção do aço do molde é igualmente crítica. O aço para ferramentas para trabalho a quente H13, com sua excelente resistência à fadiga térmica, tornou-se o principal material para moldes de fundição sob pressão de peças de motores, com dureza normalmente controlada em HRC 44-48 . Sob condições normais de uso e manutenção, um molde H13 pode completar 80.000-120.000 ciclos de fundição sob pressão. Com tecnologia avançada de tratamento de nitretação de superfície, a vida útil do molde pode ser estendida para mais de 150.000 ciclos , reduzindo o custo de amortização do molde por injeção em 35% .
O projeto de gating é uma tecnologia central na engenharia de moldes. Para tampas de motor com espessura de parede irregular, adotando portões de ventilador combinado com intensificação local processos permitem que o metal fundido complete o preenchimento da cavidade dentro 0,3 segundos , evitando efetivamente o aprisionamento de ar em vórtice. Os dados reais de produção mostram que o design otimizado dos canais pode reduzir as taxas de defeitos de porosidade de 4,2% para baixo 1,1% .

A detecção de defeitos internos em peças do motor depende principalmente da inspeção por raios X e da tecnologia industrial de TC. Para carcaças de motores de acionamento de veículos de energia nova, os critérios de qualidade padrão da indústria são: diâmetro de poro individual não superior a 1,0 mm , e a área total de poros representando menos de 2% da área transversal. CT industrial de alta resolução (resolução 5μm ) permite 100% inspeção em linha, com ciclos de inspeção sincronizados com ciclos de produção de fundição sob pressão, garantindo zero fuga de defeitos.
As peças fundidas do motor normalmente requerem usinagem de precisão para atingir as dimensões finais da montagem. Tomando como exemplo as carcaças dos rolamentos do motor, as peças brutas fundidas reservam 0,8-1,2mm tolerância de usinagem e, após o processamento CNC, a tolerância de circularidade é controlada dentro 0,01 mm , com rugosidade superficial Ra abaixo 0,8μm , atendendo aos requisitos de precisão para ajustes de interferência de rolamentos.
Para tratamento de superfície, as carcaças dos motores geralmente adotam processos de anodização ou revestimento eletroforético. A espessura do filme anodizado é controlada em 8-15μm , aumentando a dureza da superfície para acima AT 300 , ao mesmo tempo que fornece excelente isolamento e resistência à corrosão. Para peças de motor para uso externo, os requisitos de teste de névoa salina excedem 500 horas sem ferrugem vermelha, apresentando desafios duplos para a densidade de fundição sob pressão e os processos de tratamento de superfície.
A indústria de fundição sob pressão de peças de motores enfrenta três tendências significativas:
Para os fabricantes, abordar estas tendências requer investimento sincronizado em atualizações de equipamentos, pesquisa e desenvolvimento de materiais e digitalização. Empresas equipadas com grandes máquinas de fundição sob pressão acima 800T , dominar a tecnologia de refino de alumínio reciclado e estabelecer bancos de dados de processos completos ganhará vantagens competitivas de mercado significativas no próximo 3-5 anos .
Você está pronto para COOPERAR Com Jieda?
* Seu e -mail está seguro conosco, não spam.
PRODUTOS
Informações de contato
nbjd011@126.com
+86-574-86115705
58 Mold Road, DAQI Technology Industrial Zone, Beilun District, Ningbo